
- Основная трудность
- Способы сварки в домашних условиях
- Аргоновая
- Электродуговая
- Газовая
- Сварка изделий из латуни с помощью газа
- Pereosnastka.ru
- Электродуговой метод
- Техника сварки латуни на автоматах и полуавтоматах
- Технология сварки латуни полуавтоматом
- Подготовка деталей
- Марки электродов из металла и их защитные покрытия
- Особенности сварки латуни различными методами
- Дуговая сварка латуни
- Аргонная сварка латуни
- Сварка изделий из латуни с помощью газа
- Сварка латуни аргоном: описание процесса
- Безопасность
- Оборудование для сварки латуни
- Выбор присадочного материала
- Сварочные характеристики латуни
- Флюсы для газовой
- В среде аргона
- Техника
- Особенности в среде аргона
- Преимущества аргонодуговой
- Электродуговая
- Газовая
- Итог
- Полезные советы
- Какими электродами варить латунь
- Некоторые рекомендации специалистов
Основная трудность
Основная трудность при пайке латунных заготовок — низкая температура плавления компонента сплава, такого как цинк. При нагревании до температуры плавления латуни (от 700 до 1000 ° C) цинк начинает плавиться (при 420 ° C) и испаряться (при 90 ° C). При этом он соединяется с кислородом воздуха и образуется оксид цинка ZnO2. Часть испарившегося или «сгоревшего» цинка образует оксид, который выпадает вблизи рабочего места в виде ядовитого белого порошка ZnO. Даже при соблюдении защитных мер до 25% цинка горит, содержащегося в исходном сплаве. На его месте образуются поры, ухудшающие качество шва.
Способы сварки в домашних условиях
Существует несколько способов пайки латуни, однако сама технология практически не меняется. Есть пара общих правил:
- скорость сварки должна быть высокой (от 15 см / мин);
- сварку потолка производить нельзя (латунь очень жидкая).
В основном выбор технологии сварки зависит от характеристик, которые необходимо придать готовому изделию.
Аргоновая
Самый эффективный способ соединения листов латуни — аргонная сварка. Рекомендуется использовать, если толщина свариваемых деталей не менее 5 мм. Работа ведется в защите газом аргоном.
Присадочную проволоку выбирают исходя из предложенных требований к готовому изделию. Например, добавки марок ЛОК и ЛО повысят стойкость сварного шва к коррозии.
Электродуговая
Чаще всего применяется электродуговая сварка в домашних условиях. Однако есть несколько характеристик, которые необходимо соблюдать.
Для начала нужно правильно подобрать электроды. Стержень должен быть латунным или бронзовым. Рекомендуется использовать марки ЛК 80-3 и КМц 3-1. Перед началом работы куски нагревают до 300 градусов.
Сварка производится короткой дугой постоянным током обратной полярности. Это уменьшит выгорание цинка. Специалисты рекомендуют использовать соотношения, указанные в таблице.
| Толщина куска (мм) | Ток (А) |
| до 3 | 180-200 |
| 3-5 | 240–270 |
| 5-10 | 400–450 |
| 10–16 | 500-550 |
После завершения процесса сварки необходимо провести сварочную ковку. Для большей однородности химического состава металл отжигают.
Газовая
Газовая сварка применяется, если описанные выше способы не приводят к желаемому результату.
Этот метод обеспечивает высокую прочность шва, но при этом происходит испарение оксида цинка в больших количествах. Чтобы решить эту проблему, в горелке необходимо установить окислительное пламя, которое содержит много кислорода и небольшой процент водорода. Под воздействием такого пламени образуется оксидная пленка, препятствующая выбросу цинка в воздух.
Уменьшить испарение цинка можно, используя флюс БМ-1 или борсодержащую проволоку в качестве присадочного материала.
Сварка изделий из латуни с помощью газа
Технология газовой сварки применяется тогда, когда нет электричества или электродуговая сварка не дает ожидаемого результата. Процесс газовой сварки гарантирует прочность шва, но имеет существенный недостаток — высокое испарение цинка. Окислительное пламя используется для уменьшения количества выделяемого цинка. Из-за пламени на поверхности образуется пленка оксида цинка, которая препятствует попаданию вещества в воздух.
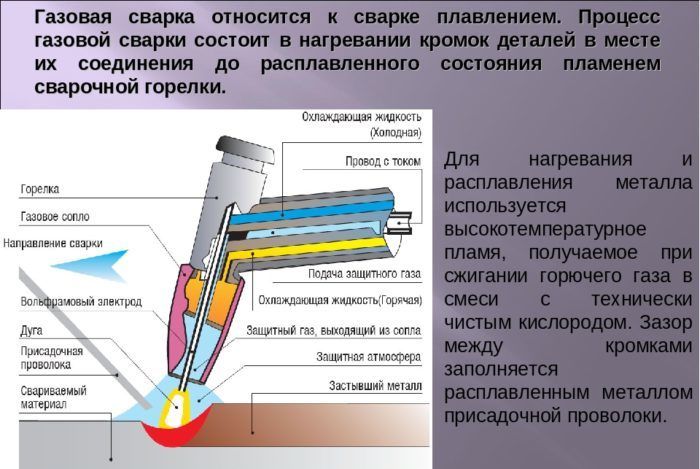
Газовая сварка
Сварочное пламя влияет на прочность шва, поэтому мощность пламени выбирается исходя из оптимального расхода ацетилена. Во избежание перегрева металла этот расход должен составлять от 100 до 120 дм³ / ч на миллиметр толщины поверхности. Сварочное пламя направляется на присадочный материал перпендикулярно соплу. Наконечник наполнителя всегда должен быть на огне. Скорость сварки должна быть максимальной.
В процессе газовой сварки используется самофлюсующаяся присадочная проволока, дополнительного использования флюса не требуется. Нить из силиконовой латуни может использоваться для увеличения прочности и герметичности шва. Сечение добавки выбирается исходя из параметров соединяемого сплава.
Образовавшийся при сварке шлак смывается водой. После сварки, чтобы обеспечить плотность, прочность и тонкость шва, его выковывают, а затем отжигают с постепенным охлаждением.
Следует позаботиться о создании потолочных швов, учитывая гладкость расплавленного материала. В этом случае мощность пламени необходимо уменьшить.
Суть газовой сварки
Pereosnastka.ru

Инструкция 28 — Металлическая облицовка
К
категория:
Газорезка Газовая Сварочная Машина Руководство
Инструкция 28 — Металлическая облицовка
Учебно-производственные задачи. I — накладка латунная на сталь, II — накладка.
Цель задания: научиться применять в каждом конкретном случае наиболее рациональный способ покрытия полов, гарантирующий качество при минимальных затратах средств и труда.
Организационные принципы. Подготовьте горелку для газового порошкового покрытия, опоры для сварки газовым флюсом, пластины из низкоуглеродистой стали и чугуна, присадочную проволоку из латуни, литые стержни из сорбирующего клеща диаметром 5-7 мм, кальцинированную бура, поверхностные порошки, точилку для карандашей, аппарат Роквелла пресс, миллиметровая линейка, мел.
I. Покрытие латуни на стали
1. Подготовьте пластину к поверхности. 1.1. Возьмем лист из низкоуглеродистой стали размером 150Х50Х (6-8) мм. 1.2. Отшлифуйте полоску шириной 30-40 мм по поверхности пластины до металлического блеска. 1.3. Мелом и линейкой отметьте участок двумя параллельными линиями на расстоянии 12 мм. 1.4.
Установите пластину под углом 10 ° к горизонтали.
2. Подготовить силиконовую присадочную проволоку марки JIK 62-02. При наплавке слоя, непосредственно примыкающего к стали, нельзя использовать кремнистую латунь, обычно применяемую при сварке, например, JIK-62-05, LK-80-3 и др.
, поскольку на границе плавления образуется хрупкий слой, который резко снижает прочность связи.
2.1. Диаметр присадочной проволоки подбирать по толщине наплавленного слоя: 2.2. Очистите провод от грязи и окислов. 3. Приготовить порошкообразный флюс в виде прокаленной буры 4. Припаять слой толщиной 3-4 мм. 4.1. Возьмите горелку, обеспечивающую достаточную мощность кислородно-ацетиленового пламени. 4.2. Зажгите пламя горелки и отрегулируйте с избытком кислорода 4.3. Нагрейте полосу пламенем горелки, пока она не станет светло-красной (900-950 ° C). 4.4. Нанесите слой флюса на отмеченную полоску с помощью палитры или шпателя 4.5. Сваривать слой латуни шириной 10-12 мм, высотой 3-4 мм левым способом сварки, либо сплошным валиком, либо обратным ступенчатым способом с перекрытием предыдущего участка на 15-20 мм. При сварке снять стекловидную пленку флюса с помощью поперечных колебаний штангой, восстановить отсутствие флюса путем погружения штанги в таз с дрелью, угол наклона оси сопла горелки к горизонтали угол между осями сопла и стержнем должен составлять 30–60 ° и 90–110 ° соответственно 5. Очистить поверхность ролика и оценить его качество и внешний вид.
6. Чтобы очистить поверхность пластины до металлического блеска, протрите полосу шириной 30-40 мм к следующей латунной поверхности с помощью газового потока.
Характеристики латунного газового покрытия
1. Свариваемая поверхность нагревается пламенем горелки до 500 ° C без подачи флюса в пламя горелки (светло-серый налет), поэтому только с подачей флюса и до температуры 700 ° C. 2. BM Флюс -1 вводят в пламя горелки с помощью установки КГФ-3-71.3. Подайте обычное пламя. Окислительное пламя вызывает растрескивание 4.
В качестве топливного газа используется только ацетилен5. В обычном процессе наплавки латунь медленно течет по стали; нет испарения оксида цинка (белый дым); жидкая латунная ванна не «кипит»; поверхность застывшего наплавленного металла гладкая, покрытая сплошной пленкой коричневого шлака; отсутствие пор и дефектов поверхности.
6.
Поверхность газового потока может быть выполнена на стали и чугуне по той же технологии.
II. Жесткий переход
1. Подготовьте пластину к поверхности. 1.1. Возьмите лист из углеродистой стали с содержанием углерода не более 0,6% 1,2. Отшлифовать заранее подготовленный паз на поверхности пластины до металлического блеска. 1.3. Поставьте тарелку на стол, чтобы переносить ее в нижнем положении. 2. Приготовить флюс — бура кальцинированная 3.
Подготовьте стержни внахлест диаметром 6… мм, длиной 400… 450 мм. 4. Сварить слой толщиной 3-4 мм. 4.1. Рассчитайте мощность пламени в зависимости от толщины наплавляемого материала и применительно к методу обработки левой стороны. 4.2. Установите нужный номер наконечника 4.3.
Зажгите пламя и слегка отрегулируйте его цементированием (окислительное пламя сожжет вяжущие примеси и снизит твердость нанесенного слоя) 4.4. Нагрейте участок поверхности пластины до появления на нем отдельных капель расплавленной стали («потускнения») или до появления тонкого слоя пленки жидкого металла. 4.5.
Нанести тонкий слой кальцинированной буры и, расплавив, распределить пламенем по всей ширине канавки (нагретая область) 4.6. Нагрейте конец преодолеваемого стержня до красного каления, окуните его в прокаленную бура и расплавьте сплав на поверхности канавки.
В процессе наплавки непрерывно подогревайте поверхность свариваемого металла до появления «потускнения» или появления тонкой пленки жидкого металла; держать заправочный стержень перед пламенем в зоне его восстановления; Переместите горелку, как при газовой сварке. 5.
Электродуговой метод
Латунь также можно сваривать электродуговым методом. Изготавливается с использованием ствола марки ЛК 80-3. Процесс сварки осуществляется постоянным током с обратной полярностью. Короткая дуга используется для уменьшения вероятности возгорания цинка.
Перед сваркой деталей необходим предварительный нагрев деталей до температуры 300 градусов. Еще один важный подготовительный этап — это ковка сварного шва. Латунь с низким содержанием меди припаивается так, чтобы детали были горячими. Поэтому требует предварительного отжига. Это изменит структуру шва, уменьшит его зернистость, что сделает соединение прочным и долговечным.

Техника сварки латуни на автоматах и полуавтоматах
Пайка латуни полуавтоматом практически не отличается от пайки медных деталей. Автоматическая и полуавтоматическая сварка латуни производится тонкой проволокой. В этом случае сварку необходимо производить без поперечных колебаний, чтобы избежать пористости шва.
Полуавтоматическая сварка латунной проволокой обеспечивает более плавную сварку. К тому же такой аппарат позволяет выполнять работу в любом положении. Сварка с помощью полуавтомата гарантирует фиксацию деталей в защитной среде углекислого газа. Качество работ зависит от сырья, скорости подачи газа и проволоки, а также квалификации мастера.

Поэтому есть много способов пайки латуни. Каждая технология имеет определенные преимущества и недостатки, поэтому выбирать оптимальный способ необходимо исходя из характеристик сплава, исходного качества деталей, необходимой прочности готового изделия и технологических возможностей.
Однако из-за выделения опасных химикатов при нагреве металла проводить процедуру необходимо только при наличии опыта сварки, а также в помещениях с качественной вентиляцией.
Технология сварки латуни полуавтоматом
Это что касается дуговой сварки, если работы ведутся на полуавтомате, то потребуется специальная проволока. Для этих работ подходят следующие типы проволоки:
- EWC CuNi — высокая коррозионная стойкость;
- EWC CuNi7 — используется для сварки стали и металлизации никель-медных листов;
- ESAB OK Autrod 19.12 — Используется для обработки чистой меди и слаболегированных сплавов.
- ESAB OK Autrod 19.30 — проволока широкого профиля для работы со всеми медными сплавами.
В продаже имеется много типов легированной проволоки. Для более эффективной работы рекомендуется изучить характеристики каждого вида.
Главной особенностью процесса сварки бронзы и латуни, независимо от выбранного метода, является высокая вероятность образования пор. Чтобы их избежать или как минимизировать внешний вид, сварку нужно делать быстро, то есть проходить не менее 15 см шва за 1 минуту.

Располагая детали вертикально, начинайте сваривать детали снизу и двигайтесь вверх. Это связано с тем, что металл легкоплавкий и очень текучий. Рекомендуется выполнять точечную сварку, перекрывая предыдущую точку, делая зажигание как можно более коротким с течением времени.
Подготовка деталей
Латунь имеет более низкую теплопроводность, чем медь, поэтому нагревать нужно только толстые детали.
Обрезка кромок стыковых швов осуществляется по толщине деталей:
- до 1,5 мм: отбортовка;
- от 1,5 до 6 мм: без надреза;
- от 6 до 25 мм в форме V или X со скосом 4 мм.
При этом зазор не должен превышать 2,5 мм.
также необходимо механически очистить края и обезжирить их.
Марки электродов из металла и их защитные покрытия
Для соединения латунных изделий распространенных марок необходимо использовать электроды, стержни которых изготовлены из латуни ЛК80-3, ЛМц59-02 или бронзы Бр. Эти марки являются легированными металлами. Если не важна высокая коррозионная стойкость, можно использовать ЛМцЖ59-1-1.
При сварке деталей из легированной латуни электроды должны быть одного состава. Можно взять медные электроды М2, М3 и их аналоги, однако вязкость шва будет увеличиваться при уменьшении усилия.
Свинец в латуни сильно ухудшает процесс пайки. Он не растворяется в меди, а накапливается вокруг зерен свариваемого металла, что приводит к образованию дефектов на стыке. Если ваши латунные детали содержат свинец, вам следует использовать бронзовые стержни Br.OS5-25 или Br.ONF8-1.5-0.3 для нормальной пайки.
При толщине латуни менее или равной 8 миллиметрам диаметр электрода считается аналогичным толщине. Если металлическая стенка больше 8 миллиметров, для определения диаметра действительна формула D = s-1, но не больше 10 миллиметров.
Особенности сварки латуни различными методами

Латунь — это медный сплав с компонентом сплава: цинком. Активное испарение цинка при сварке латуни вызывает образование пор в сварном шве, что снижает качество соединения.
Во время работы в воздух выделяются ядовитые пары цинка, которые опасны для человека.
Чтобы обеспечить необходимую прочность стыка и избежать негативных последствий, необходимо соблюдать требования технологий создания сварных соединений.
Виды сварки латуни
В целом технология сварки медным сплавом аналогична сварке чистой медью. Соединение латунных изделий толщиной до 10 мм не требует предварительного нагрева элементов. При стыковке более массивных деталей рекомендуется проводить локальный нагрев до 350 ° С.
Изделия толщиной до 6 мм можно сваривать на расстоянии от 1 до 2 мм без подготовки специальных кромок. Для более толстых элементов требуется V-образная или X-образная канавка.
Специалисты разработали разные виды технологий для эффективной сварки латунных изделий и поверхностей. Конкретный тип выбирается исходя из наличия оборудования, источника электроэнергии, условий работы и требований к качеству сварного соединения.
Дуговая сварка латуни
Схема дуговой сварки
Для дуговой (электродуговой) сварки латуни используется постоянный электрический ток, генерируемый сильноточным источником при относительно низком напряжении. На электрод и соединяемую поверхность подается напряжение, в результате чего между ними возникает электрическая дуга.
Процесс сварки латунных заготовок выполняется короткой дугой. Технология дуговой сварки основана на одновременном плавлении электрода и свариваемых деталей.
Дуговая сварка латуни включает использование графита или очень толстых электродов из латунной проволоки, содержащих, помимо меди и цинка, марганец, алюминий, железо и кремний.
Покрытие стержня таких электродов представляет собой покровный слой, состоящий из смеси жидкого стекла с сухими веществами:
Состав сварочного электрода
- марганцевая руда;
- ферромарганец;
- гипсовая крошка;
- графит;
- алюминий.
Эта технология позволяет использовать легированные углеродные электроды, покрытые специальными флюсами. Сила тока и размер поперечного сечения электрода выбираются исходя из толщины свариваемых латунных деталей. Поэтому для деталей с толщиной стенки до 5 мм требуется ток 250 ампер и угольный электрод сечением 10 мм.
Для прочного и надежного соединения элементов при помощи технологии электродуговой сварки необходимо соблюдение определенных условий:
- массивные детали необходимо предварительно прогреть;
- тонкие листы следует соединять в один прием, так как многослойный метод вызывает увеличение количества трещин и пор в металле;
- толщина латунных листов за проход не должна превышать 3 мм;
- рекомендуется подложить под шов асбестовую прокладку, чтобы предотвратить утечку металла.
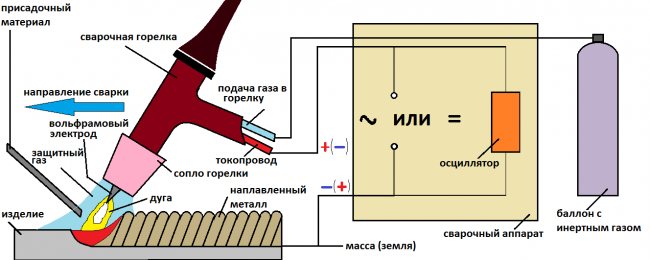
Аргонная сварка латуни
Сварка аргоном — это разновидность дуговой сварки в среде аргона, поэтому ее также называют аргонодуговой сваркой. Эта технология является наиболее распространенной, так как обеспечивает необходимое качество работы и позволяет сгладить нежелательные последствия. Процесс сварки в среде инертного газа предназначен для сварки деталей из латуни большой толщины.
Сварка аргоном — технологическая схема
Перед началом работы необходимо очистить поверхности до получения металлического блеска. Азотная кислота используется для удаления окисления, поэтому продукт необходимо промыть и просушить.
Латунь сваривается с использованием длинной электрической дуги с отдельными валиками, так как непрерывный метод может обжечь продукт. Чтобы добиться высокого качества сварки, напряжение дуги в зоне сварки необходимо постепенно снижать.
Для аргонодуговой сварки используются как плавящиеся, так и неплавящиеся электроды. Вольфрамовый электрод обычно не расходуется. Подходящим наполнителем является бронза или люминофор. Набивная нить вручную заделывается в шов. Весь процесс сопровождается характерным потрескиванием из-за выделения паров цинка.
Преимущества аргонной сварки:
Примерные способы сварки латуни
- нет необходимости использовать дорогие электроды и флюсы;
- технология качественная и относительно безопасная;
- сварка ведется с хорошей скоростью;
- получен результат необходимого эстетического уровня;
- в процессе работы вредные отходы удаляются инертным газом;
- сварные швы не покрываются шлаковой коркой;
- аргон защищает края свариваемых деталей от образования на них оксидной корки.
Сварка изделий из латуни с помощью газа
Технология газовой сварки применяется тогда, когда нет электричества или электродуговая сварка не дает ожидаемого результата.
Процесс газовой сварки гарантирует прочность шва, но имеет существенный недостаток — высокое испарение цинка. Окислительное пламя используется для уменьшения количества выделяемого цинка.
Из-за пламени на поверхности образуется пленка оксида цинка, которая препятствует попаданию вещества в воздух.
Газовая сварка
Сварочное пламя влияет на прочность шва, поэтому мощность пламени выбирается исходя из оптимального расхода ацетилена.
Во избежание перегрева металла этот расход должен составлять от 100 до 120 дм³ / ч на миллиметр толщины поверхности. Сварочное пламя направляется на присадочный материал перпендикулярно соплу.
Наконечник наполнителя всегда должен быть на огне. Скорость сварки должна быть максимальной.
Совет
В процессе газовой сварки используется самофлюсующаяся присадочная проволока, дополнительного использования флюса не требуется. Нить из силиконовой латуни может использоваться для увеличения прочности и герметичности шва. Сечение добавки выбирается исходя из параметров соединяемого сплава.
Следует позаботиться о создании потолочных швов, учитывая гладкость расплавленного материала. В этом случае мощность пламени необходимо уменьшить.
Сварка латуни аргоном: описание процесса
Среда защитного газа позволяет несколько смягчить негативное воздействие. Сварка бронзы и латуни в этом варианте выполняется постоянным током с прямой полярностью. Из-за большой вероятности пригорания стык рекомендуется обрабатывать длинной дугой.
Электрод вставляется в горелку, которая представляет собой токопроводящий механизм. Впоследствии агрегат включается. Сама операция сопровождается увеличением шума растрескивания, который появляется из-за выделения паров цинка. Наполнитель вставляется в шов вручную.
Детали соединяются отдельными роликами, а не технологией непрерывной варки. При заполнении кратера желательно немного снизить напряжение дуги. На завершающем этапе его нужно убрать в сторону. Напряжение при выполнении упражнения должно уменьшаться не сразу, а постепенно.
Безопасность

Техника безопасности — залог вашего здоровья, если что-то пойдет не так. Сам процесс сварки латуни не опасен для мастера, даже если он выполняется в неквалифицированных условиях, например, в домашней мастерской или гараже.
Но не стоит упускать из виду основные правила защиты. Сварщику следует выбрать одежду из плотной ткани, токонепроводящую защитную обувь, маску и защитные перчатки.
Но что может навредить, так это пары цинка, которые выделяются в процессе плавления! Всегда надевайте респиратор для защиты дыхательных путей.
Оборудование для сварки латуни
Наиболее предпочтительным оборудованием для сварки латунных изделий являются инверторы дуги и электроды. Если у вас есть полуавтомат, то с его помощью вы тоже можете качественно выполнить работу, предварительно вооружившись подходящей нитью.
Вам также понадобится баллон с инертным газом. Для подготовки деталей к сварке требуется механический инструмент. С его помощью снимаются фаски и скашивается край. Вам также может понадобиться газовая горелка для нагрева более толстых деталей.

Выбор присадочного материала
Основное назначение пломбировочного материала, помимо заполнения шва, — восполнение кальцинированного цинка.
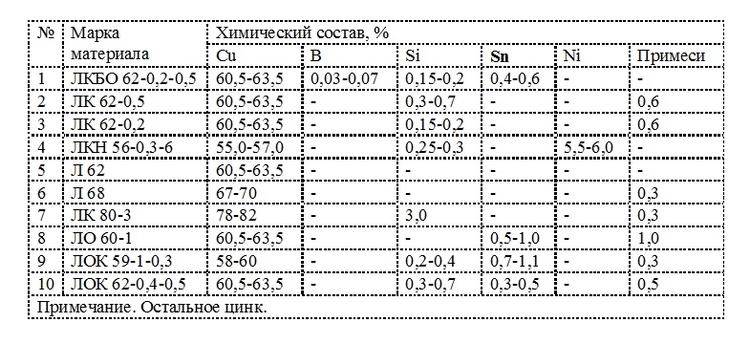
Марки присадочных стержней и их химический состав по ГОСТ 16130–72.
Для работы с латунью часто используются марки L62 и L68. Они мало мешают перегоранию, но обеспечивают хорошее качество связи. Под ними выполняется сварка медь-латунь
Добавка No. 1 содержит бор и позволяет сваривать детали без использования флюса. Однако скорость такой сварки на 15-35% ниже, чем у сварки под флюсом.
Добавление кремния к материалам No. 2 и 3 снижает сгорание цинка и дымообразование до 2%. Добавка No. 4 с добавлением никеля также обеспечивает бездымный процесс и используется для соединения латуни с чугуном. Этим флюсом также можно сваривать сталь и латунь. Добавки n. 5 и 6 предназначены для работы в условиях потока. Соединения олова No. 8-10 используются для газовой сварки латунных заготовок.
Сварочные характеристики латуни
Решив сварить детали из этого сплава в домашних условиях, мастер должен ознакомиться со свойствами материала.
Особенности латуни включают:
- Вспомогательный металл (доля цинка в некоторых типах сплавов достигает 40%) при нагревании до 980 ° C начинает кипеть и гореть (температура плавления меди 1080 ° C, цинка — 420 ° C). Токсичные пары собираются в зоне сварочной ванны. Детали покрыты легким налетом, мешающим нагреванию.
- Расплав реагирует с водородом. В шве появляются щели и трещины. Подключение становится низким энергопотреблением.
- Для получения качественного шва края защищены от перегрева. Для этого применяется обработка шлака или флюса. Кроме того, водород локализован так, что он не контактирует с расплавом. Для этого увеличивают поток кислорода или насыщают рабочую зону инертным газом, замедляющим окисление.
Флюсы для газовой
Типичные потоки, предназначенные для медных деталей, подходят для обычных соединений. Применение составов на основе буры (Na2B4O7) борной кислоты (H3BO3):
| № | Бура,% | Борная кислота,% |
| 1 | 100 | — |
| 2 | 50 | 50 |
| 3 | ветры | 80 |
позволяет очистить края шва и предотвратить окисление расплава.
Чтобы полностью подавить горение цинка и образование дыма в виде его оксида, используйте состав BM1, состоящий из 70% метилбората и 30% метилового спирта.
Главное условие выбора флюса — минимизировать отходы цинка.
В среде аргона

Сварка латуни аргоном — это самый качественный и самый популярный сегодня вариант. Причем это верно не только для латуни, но и для других медных сплавов.
Этот метод аналогичен дуговой сварке, но в инертном газе аргоне. Причем здесь можно использовать как расходные, так и неплавящиеся электроды.
Как правило, вольфрам используется как материал для неплавких электродов. И в большинстве случаев хорошим пломбировочным материалом могут стать бронзовые прутки марки БрКМц-3-1.
Однако, если латунный сплав очень сложен, необходимо использовать присадочную проволоку из того же материала, что и обрабатываемый металл.
Сварка бронзы или латуни аргоновым аппаратом выполняется в один слой. И при этом готовить нужно не целым швом, а небольшими отдельными участками (роликами).
Здесь нужна аккуратность и аккуратность, ведь вероятность прогорания достаточно высока. В частности, по этой причине сварку латуни аргоном проводят с использованием длинной дуги. И бригадир должен постепенно снижать силу тока в местах сварки, чтобы получить нормальный результат.
В связи с особенностями описанной выше технологии аргонную сварку лучше применять на изделиях толщиной более 5 миллиметров.
Техника
Рекомендуется установить максимально возможную рабочую скорость в диапазоне 15-25 см в минуту. При низкой скорости шитья начинается повышенное порообразование.
Если необходимо сваривать толстые детали, их закрепляют под наклоном 10-15 ° от горизонтали, шов проводят от нижнего края к верху. Края тоже следует прогреть. Сваривают длинные швы в обратном порядке. Допускаются как горизонтальное, так и вертикальное положение сварки (с использованием легирующего наполнителя и состава флюса БМ-1), потолочное не используется из-за высокой текучести.
Горелку наклоняют под углом 15-30o к шву. Штанга должна располагаться над сварочной ванной, не погружаясь в нее.
Особенности в среде аргона
Для сваривания латунных деталей аргоном используется сварочный инвертор и горелка с неплавким электродом для образования электрической дуги. Аргон (или смесь аргона) поступает в рабочую зону через сопло горелки. Газ вытесняет воздух и образует защитное облако. Шовный материал состоит из сросшихся краев и наполнителя (или нити), вводимого вручную или полуавтоматически в рабочую зону.
Перед началом работы края шва необходимо механически или химически очистить и обезжирить. Для деталей большой толщины выполняется проточка.
При пайке латуни в атмосфере аргона слышен характерный треск, сопровождающий выделение паров цинка.
Преимущества аргонодуговой

Аргонодуговая технология с использованием неплавких электродов имеет следующие преимущества:
- не требуются плавкие электроды и составы потока;
- не происходит образования дыма и потери ядовитого оксида цинка;
- высокая производительность при использовании полуавтомата;
- не нужно очищать шлаковую корку;
- высокая однородность шва;
- газовая струя сметает пыль и другие отходы.
Кроме того, универсальность аргонной сварки позволяет использовать ее для тонких и толстых деталей различной формы и поверхности.
Электродуговая
Сварка обычно производится инверторным аппаратом с обратной полярностью, ток выбирается по примерной формуле: 30-40А на каждый миллиметр толщины электрода. Напряжение устанавливается в диапазоне 25-30 вольт в импульсном режиме дуги. Скорость электрода не менее 25 см в минуту, чтобы исключить образование пор и подгорание цинка.
Чаще всего используются односторонние стыковые швы. При большой толщине куски укладываются с уклоном 15-25o к горизонтали.
При многопроходной электросварке требуется промежуточная зачистка.

С обратной стороны шва кладется опорная пластина. Угловые и тройники необходимо сварить, повернув детали на 45 ° к горизонту в положении «лодка». Такое положение позволяет равномерно проварить ножки шва и сформировать его заданную геометрию.
Электрод должен двигаться вперед и назад. В случае разрыва дуги ее следует повторно разжечь в области уже сделанного шва. Это полностью сварит кратер обрыва. При сшивании швов большой длины используется обратная траектория электрода. Альтернативой может быть технология сварки «на выходе», соединение начинается от центра и ведет поочередно в разных направлениях, вплоть до краев детали.
Отливки из латуни производятся так же, как и бронза.
Газовая
Технология применяется, если электродуговая сварка не обеспечивает достаточного качества соединения. При газовой сварке наблюдается значительный отход цинка (до 25%). Окислительное пламя используется для создания оксидного слоя на поверхности расплава, чтобы предотвратить дальнейшее испарение цинка.

В качестве добавки используются следующие стержни:
- ЛКБ 062-02-004-05: наличие бора позволяет обойтись без протока;
- LK 62-0.5: Кальцинированная бура используется в качестве флюса.
Помимо буры и ее смесей, также используется флюсовая композиция БМ-1, состоящая из метилбората и метанола. Он размещается в рабочей зоне в виде пасты и позволяет защитить рабочего от ядовитой пыли оксида цинка. Кроме того, увеличивается скорость сварки.
Итог
Проведем черту. Чтобы сварить латунь, вам понадобится полуавтомат, латунная сварочная проволока и небольшой баллон с аргоном. В относительном выражении это несложный вид сварки.
Поэтому трудности обычно возникают только у новичков. Не расстраивайтесь, если что-то пошло не так.
Паять латунь в домашних условиях — это преимущество. Ведь о контроле качества можно не беспокоиться, строго придерживаться ГОСТов.
Поэтому это хорошая возможность потренироваться на качественный результат в будущем.
Полезные советы
При производстве латунного сплава цинк горит, образуя токсичный оксид, который можно распознать по небольшим белым хлопьям. Процесс сопровождается треском. В домашних условиях необходимо использовать средства индивидуальной защиты, хорошо проветривать помещение, а лучше работать на открытом воздухе. Как и при любых сварочных работах, следует соблюдать меры безопасности, носить одежду из плотной негорючей ткани. Держите под рукой огнетушитель.
Вместо пайки латунь часто паяют паяльной лампой. Пайка оловом используется в качестве добавки, а бура используется в качестве флюса. Расплавленное олово заполнит зазор, и диффузный слой будет иметь бронзовый оттенок.
Какими электродами варить латунь
- Классификация электродов
- Для цветных металлов
- Для разнородных сталей
Сварка цветных металлов имеет свои особенности, и, в частности, сплавы иногда рассматриваются изолированно. Таким образом, также латунь, сплав меди и цинка в условиях воздействия высоких температур в расплавленном состоянии, имеет некоторые характеристики как самого сплава, который из-за высокого содержания меди, который подвержен высокой текучести, так и цинка составы, которые приводят к нарушению монолитной структуры шва и, как следствие, его размягчению. Расплавленная латунь также очень активно поглощает газы, особенно кислород и водород, что приводит к образованию трещин и полостей в металле сварного шва.
Латунные сварочные электроды, как правило, используются двух типов — это графитовые электроды и электроды с толстым покрытием, в основном с покрытием ZT.
Сварка графитовым стержнем латунных изделий небольшой толщины производится без использования присадочной проволоки постоянного тока прямой полярности. Для толстых изделий выполняется дуговая сварка под флюсом. На присадочную проволоку из латунного сплава толщиной 6-8 мм (чаще всего ЛК-80-3) наносят флюс. Как правило, в его состав входит 35% криолита, 50% фторида калия, 12,5% хлорита натрия, 2,5% угля. Следует отметить, что использование угольных электродов находит более широкое применение в покрытии.
При сварке латуни металлическим электродом с толстым покрытием ее пруток обычно изготавливают из латунного сплава ЛК-80-3 или бронзового сплава КМц-3-1. Типичное покрытие представляет собой композицию из 50% ферромарганца, 20% жидкого стекла, 12% полевого шпата, 10% флюорита и 8% ферросилиция. Для сварки используется постоянный ток. Объемные детали необходимо предварительно прокалить при температуре 200-300 ° C. Даже для толщины более 5 мм рекомендуется использовать V-образную канавку, в этом случае шов можно выковать после охлаждения. Для сплавов с низким содержанием меди сварной шов подвергают горячей ковке. Если возникает вопрос, какие электроды варить латунь из бытовых, то можно выделить ММЗ-2, ЦБ-1, МН-4. Из-за границы UTP-32, UTP-34, ZELLER 340M.

Обязательным условием для сварки латуни является правильный предварительный обжиг электродов. Кроме того, рекомендуется сначала просушить электроды в течение примерно 2 часов при температуре 30 ° C, а затем прокалить их при температуре 150-250 ° C в течение получаса.
В целом, независимо от электродов, используемых для сварки латуни, этот процесс довольно сложен и требует определенного опыта и высокой квалификации. Поэтому во многих случаях применяется газовая сварка. В этом случае необходимо избегать присутствия водорода в струе горелки и использовать пламя с избытком кислорода. Также может использоваться аргонодуговая сварка вольфрамовым электродом, при этом для простых латунных сплавов целесообразно использовать добавку в виде бронзового стержня, а для более сложных сплавов следует использовать присадочную проволоку. Из сплава, идентичного свариваемым деталям.
Некоторые рекомендации специалистов
- Латунные детали рекомендуется сваривать небольшими участками, так как она имеет свойство гореть, в результате чего металлические детали отлетают от основания.
- Образцы латуни необходимо сваривать отдельными валками в двенадцатом нахлесте. При прочном соединении прожигается дырка, латунь начинает «стрелять».
- необходимо варить кратер, медленно снижая напряжение, увеличивая длину дуги, затем отводя ее в сторону.
- Сварной шов нужно сразу заполнить полностью, так как если его потом «заварить», цинк начнет интенсивно испаряться, соответственно, образуются различные дефекты.
- Чтобы свести к минимуму пары цинка, пламя может быть получено с большей подачей кислорода или могут использоваться специальные добавки, легированные алюминием и кремнием. Засыпка создаст шлаковый покров, который предотвратит испарение цинка.
- https://svarka.guru/tehnika/opredelennih-metallov/latun.html
- https://elsvarkin.ru/texnologiya/svarka-latuni/
- https://electrod-svel.ru/tehnika-svarki/chetyre-sposoba-svarki-latuni.html
- https://instanko.ru/osnastka/svarka-latuni.html
- https://SevenTools.ru/svarka/kak-varit-latun-argonom.html
- https://BurForum.ru/svarka/kak-svarit-latun.html
- https://TechnoRama.ru/raboty/tig-svarka-latuni.html
- https://pressadv.ru/stali/svarka-latuni-argonom.html
- https://fgpip.ru/pajka/chetyre-sposoba-svarki-latuni.html
- https://FB.ru/article/322318/svarka-latuni-v-domashnih-usloviyah
- https://prosvarku.info/tehnika-svarki/svarka-latuni-doma
- https://svarkaspec.ru/svarka/svarka-metallov-i-splavov/kak-varit-latun.html
- https://svaring.com/welding/soedinenie/svarka-latuni
- https://paes250.ru/svarka/latuni.html