
- Кратко о технологии сварки алюминия
- Важные особенности металла
- Химические свойства
- Физические свойства
- Требования к электродам по алюминию
- Необходимые легирующие компоненты в составе электродов
- Электроды для инвертора
- Характеристики для дуговой сварки
- Электроды для инверторной сварки
- Варим с инвертором без аргона
- Сварка алюминия электродами (MMA)
- Сварка инвертором
- Характеристики электродов для сварки алюминия дуговой сваркой
- Обмазка алюминиевых электродов
Кратко о технологии сварки алюминия
Алюминий и его сплавы отличаются низким удельным весом и высокой прочностью. Температура плавления не превышает + 660 ° С. При нагревании оттенок металла остается прежним, что затрудняет понимание состояния деталей.
Кроме того, при контакте с атмосферой на поверхности образуется прочная оксидная пленка, которая разрушается при нагревании до + 2037 ° С. Частицы попадают в металл шва, снижая механическую прочность соединения. Перед сваркой пленку удаляют химическим или механическим способом или используют специальные электроды.
Важные особенности металла
Впервые алюминий был получен в 1825 году, а 30 лет спустя была разработана первая технология промышленного производства и очистки металлов. До начала двадцатого века стоимость материала была сопоставима со стоимостью золота, но впоследствии цена упала из-за внедрения методов электролиза.
Алюминий широко используется для изготовления различных конструкций, имеет небольшой удельный вес, прост в печати, не образует токсичных или канцерогенных соединений, устойчив к коррозионным процессам в нормальных условиях эксплуатации.
Химические свойства
В естественных условиях на поверхности металла присутствует оксидный слой, устойчивый к воздействию чистого кислорода, азотной и серной кислоты. При повышении температуры азотная кислота разрушает пленку, аналогичный эффект оказывают концентрированная соляная кислота и разбавленная водой серная кислота.
.jpg "Имущество")
Во время сварки азотная кислота разрушает металл.
Ингибиторы пленкообразования — это олово или галлий, которые добавляются в состав сплава.
Чистый алюминий реагирует с атмосферным кислородом и галогенами (за исключением фтора, для соединения которого требуется нагрев).
Физические свойства
Основные свойства материала:
- Металл серебристо-белого цвета, удельный вес 2,712 г / см³ (в 3 раза меньше, чем у углеродистых сталей).
- Температура перехода в жидкую фазу находится в пределах + 658… 660 ° С (в зависимости от степени очистки от примесей), расплав закипает при + 2519 ° С.
- Материал образует сплавы с другими металлами, которые отличаются более высокими механическими характеристиками. Например, введение кремния позволяет получать силумин, который используется для плавки деталей, а соединение с магнием (дюралюминий) используется в автомобильной и авиационной промышленности.
- Алюминий отличается повышенной электропроводностью (на уровне 65% по сравнению с очищенной медью), а также хорошо передает тепло, что дает возможность использовать металл при изготовлении радиаторов отопления. Глянцевые пластины обладают высокой отражающей способностью.
Требования к электродам по алюминию
Стандартный электрод для ручной сварки алюминия имеет углеродный или металлический стержень с покрытием, которое разрушает оксидную пленку и одновременно защищает расплав в зоне стыка от преждевременного контакта с атмосферным воздухом.
Для выполнения работ в бытовых условиях используется инвертор с выпрямительным блоком для получения постоянного напряжения. Устройство подходит как для соединения мелких элементов, так и для заделки трещин в корпусах литых или штампованных узлов из алюминиевых сплавов.

Электрод защищает расплав от преждевременного контакта с воздухом.
Если используется плазменная установка, то оборудование рассчитано на использование вольфрамового стержня диаметром 1,5 мм, который не плавится в процессе сварки. В зону дугового разряда вставляется присадочная проволока из алюминиевого сплава. Технология отличается более высокой скоростью работы и предполагает использование переменного тока.
При автоматической сварке флюс и присадочная проволока подаются в зону стыка.
Автоматизированные линии предназначены для ускоренной сварки деталей толщиной до 4 мм.
Необходимые легирующие компоненты в составе электродов
Алюминиевые электроды имеют центральный проволочный сердечник, который может содержать добавки:
- марганец, повышающий коррозионную стойкость расплава;
- кремний, улучшающий свариваемость деталей;
- магний, повышающий прочность сустава;
- кремний с магнием, позволяющий улучшить термостойкость шва.
Электроды для инвертора
Специализированных деталей из технически чистого алюминия или сплавов для инверторной сварки нет. При подключении инвертора необходимо выбрать постоянный ток и подключить провода по схеме обратной полярности (отрицательный полюс на части). Эта технология позволяет разрушить оксидную пленку дугой; при прямом переключении сваривать алюминий инвертором сложно.

Качественные инверторные электроды дают хороший шов. Инверторные сварочные электроды
Характеристики для дуговой сварки
При дуговой сварке плавящимся электродом образуется постоянный разряд, обеспечивающий быстрый переход материала стержня в жидкое (а также газообразное) агрегатное состояние.
Сварка алюминиевых деталей занимает в 2-3 раза меньше времени, чем соединение стальных листов аналогичного размера. Поскольку при остановке электрода на конце стержня и на сварочной поверхности образуется слой шлака, повторное зажигание дуги затруднено. Опытные сварщики формируют шов до полного исчерпания длины электрода.

Электроды для дуговой сварки.
Поверхность стержней для сварки алюминиевых сплавов покрыта плотным слоем, состоящим из соединений хлора и фтора с щелочными или щелочноземельными металлами. Когда горит дуга, флюс вступает в химические реакции с оксидной пленкой, образуя нерастворимый алюминиевый шлак, который затем механически удаляется с поверхности соединения.
Есть электроды с покрытием, содержащим легированные металлы, но в состав расходуемого стержня вводятся стандартные добавки.
Электроды для инверторной сварки

Неопытные сварщики часто спрашивают, можно ли сваривать алюминий с помощью инвертора. И какие электроды использовать. Ответ на этот вопрос очень прост: если у вас нет специального оборудования и вы решили проводить сварку электродами, вам обязательно нужно использовать инвертор.
Поскольку алюминий является сложным для сварки металлом, использование инвертора обеспечит образование ровного качественного шва. Вот основные преимущества инвертора:
- Он потребляет относительно мало электроэнергии. Это позволяет добиться высокого КПД.
- Защищает от скачков напряжения, позволяет поддерживать стабильный ток на протяжении всего процесса сварки.
- Компактность устройства. Он имеет небольшие размеры, его удобно использовать в любых условиях.
- возможна работа со сложно совместимыми сплавами.
- можно использовать электроды любого типа. Поэтому все электроды с покрытием, которые можно использовать для сварки алюминиевых конструкций, подходят для инвертора.
ВАЖНЫЙ! При сварке алюминия необходимо использовать обратную полярность постоянного тока. В этом случае образуется катодное распыление, которое разрушает оксидную пленку на поверхности металла. Если использовать прямую полярность, пленка не порвется и сварить конструкцию будет очень сложно.
При обратной полярности должен быть стабильный источник сильного тока. Поскольку снижение силы тока может привести к плохому горению сварочной дуги и образованию плохого шва. Инвертор поможет поддерживать необходимый уровень тока и обеспечить стабильную сварку.
Варим с инвертором без аргона
Сварка алюминия в домашних условиях инвертором вполне возможна, и здесь нам тоже помогут правильные электроды — специальные расходные материалы для алюминия. Конечно, качество швов при аргонодуговой сварке несравнимо выше безаргонных методов, но оборудование для работы с аргоном слишком дорогое для работы по дому. Мастера-любители зачастую имеют в своем распоряжении лишь простейший сварочный аппарат.

Вольфрамовые электроды для сварки алюминия.
Сварка алюминия электродом в домашних условиях требует знания и выполнения следующих рекомендаций:
- Стыки швов следует производить только встык. Другие типы, такие как тройники или соединения внахлест, не подходят для алюминия из-за риска попадания шлака в зазоры. Впоследствии это приводит к коррозии.
- Очистка сварного шва после плавления так же важна, как и очистка поверхностей перед работой. Лучше всего промыть шов водой.
- об удалении оксидной пленки перед сваркой уже писали, но повторение лишним не будет — слишком важно это действие.
- Обрезка кромок металлических деталей также чрезвычайно важна. Все зависит от толщины кромок. Если они толще, например 3 мм, то канавка должна иметь V-образную форму 60.
- Также не повредит предварительный нагрев деталей перед сваркой. Таким образом можно хотя бы немного «выровнять» дисбаланс между низкой температурой плавления и высокой теплопроводностью.
Правила выбора расходного материала одинаковы и зависят от химического состава сплава: сварка алюминия инвертором в этом вопросе не исключение. Сразу замечаем, что чистый алюминий обжигается намного легче и лучше, чем его сплавы. Немаловажный фактор — немалая цена алюминиевых электродов.
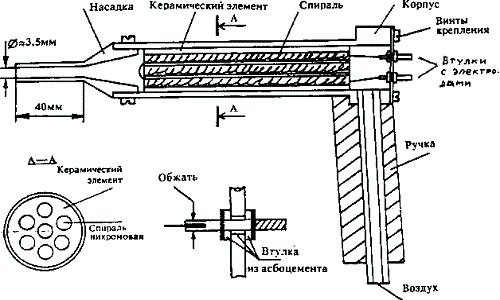
Устройство сварочной горелки.
Стержни самых популярных из них сделаны из проволоки, покрытой очень тонким слоем смесью солей хлора или фтора. Так устроено несколько марок электродов, и у каждого из них есть свое конкретное назначение с подробными деталями использования.
Электроды для сварки алюминия инвертором:
- ОЗА-1 для сварки с обязательным нагревом перед процессом для чистых алюминиевых заготовок с чистыми краями.
- ОЗА-2 для покрытия кремнием алюминиевых сплавов и заделки дефектов, полученных при литье.
- ОЗАНА-1 для сварки чистого алюминия с толщиной кромки более 10 мм с предварительным нагревом до 400 ° С.
- ШЛ96.20 для алюминиевых сплавов с марганцем, магнием, кремнием, дюралюминий.
Инвертор для сварки алюминия может быть различных модификаций. Чаще всего используются полуавтоматы, но вполне подойдут и электродуговые.
Сварка алюминия электродами (MMA)

MMA (Manual Metal Arc) — ручная дуговая сварка покрытыми электродами. Этот способ далеко не самый эффективный при работе с алюминиевыми изделиями. Недостатки ручной дуговой сварки:
- сделать ровный шов сложно;
- шов может быть пористым и не очень прочным;
- при плавлении электрода наблюдаются сильные брызги;
- очистить шов от шлака сложно.
И все же, несмотря на перечисленные недостатки, бывают ситуации, когда без ручной дуговой сварки не обойтись. Сварку MMA можно выполнять для соединения алюминиевых конструкций, не выдерживающих критических нагрузок. Минимальная толщина металла не должна быть меньше толщины электрода (4 мм).
Ручная дуговая сварка покрытыми электродами полезна в домашних условиях, когда нельзя использовать громоздкое и дорогое оборудование.
Сварка инвертором
Почему, если нет других вариантов, кроме MMA, рекомендуется сваривать алюминий с помощью инвертора? Хотя сварка алюминия электродами — довольно сложный процесс, есть способ облегчить вам жизнь. Алюминий — это плохо свариваемый металл, поэтому для получения гладкого и качественного шва необходимо использовать инвертор.
Конечно, есть и другие методы, которые можно использовать при ручной дуговой сварке: выпрямители, трансформаторы или генераторы. Однако инвертор является наиболее выгодным вариантом благодаря следующим преимуществам:
- Высокий КПД: до 95% и выше. Высокочастотный импульсный полупроводниковый преобразователь полностью исключает индуктивные потери.
- Фактическое потребление энергии. Инвертор автоматически отключится по завершении операции.
- Защита от нестабильной электросети. Инвертор подает необходимое напряжение независимо от сбоев в сети. Импульсный преобразователь автоматически подстраивается под входное напряжение и обеспечивает требуемые выходные параметры.
- Точная регулировка сварочного тока. Сила тока, необходимая для конкретной сварочной работы, напрямую зависит от толщины используемых электродов. Ручка инверторного регулятора позволяет установить желаемое значение перед началом работы.
- Быстрое зажигание дуги. Ударьте электродом по детали довольно легко. Инвертор обеспечивает стабильное горение сварочной дуги.
- Удобно использовать дома. Инверторы обычно имеют компактные размеры. Для сравнения: сварочный трансформатор мощностью 8 кВт весит более 40 кг, а инвертор такой же мощности — менее 5 кг.
Характеристики электродов для сварки алюминия дуговой сваркой
Дуговая сварка — это выгодный и простой вариант обработки конструкций из алюминия или его сплавов. В этом случае используются плавильные электроды с покрытием.
Одна из главных особенностей алюминиевых электродов — высокая скорость плавления. Поэтому сварка происходит в 2-3 раза быстрее, чем при работе с другими металлами.
При разрыве сварного шва (или при разрыве дуги) на конце стержня, а также на кратерной поверхности сварочной ванны образуется слой шлака. Это затрудняет повторное зажигание дуги. Рекомендуется непрерывно варить электродом, пока расходный материал полностью не расплавится.
Обмазка алюминиевых электродов
Покрытие электродов, предназначенных для работы со структурами из чистого алюминия или его сплавов, состоит из хлоридов и фторидов щелочных и щелочноземельных металлов. Этот состав покрытия позволяет ему реагировать с оксидом алюминия во время горения сварочной дуги. При этом образуются комплексные соединения, переходящие в шлаки.
Расходные материалы с различным составом покрытия подбираются в зависимости от удельной активности. Некоторые типы допускают связывание металла шва благодаря добавлению в состав дополнительных элементов. Хотя большинство сплавов выполняются из-за особого состава стержня.