
- Преимущества и недостатки
- Некоторые особенности
- Приготовление своими руками
- Способы пайки
- Пайка с помощью паяльника
- Пайка с применением газовой горелки
- Как выполнить спайку газовой горелкой
- Применение
- Как паять латунь в домашних условиях
- Особенности спайки однородных заготовок
- Как осуществляется процесс пайки такого материала, как латунь?
- Порядок проведения работ
- Подготовка
- ЭТАПЫ ПРОЦЕССА СПАИВАНИЯ ЛАТУНЬЮ
- Классификация латунных сплавов
- Меры предосторожности
- Условия и область применения пайки
- Подготовка припоя и флюса
- Припои и флюсы: классификация и методы выбора
- Паяльник или горелка?
- Недостатки
- Разновидности
- Химический состав
- Технические характеристики популярных марок
- Особенности выбора
- Особенности пайки
Преимущества и недостатки

Если у вас есть необходимые инструменты и материалы и вы научились основным приемам обращения с латунью, вы можете сварить этот материал самостоятельно.
Сварочные изделия из латуни обладают несколькими характеристиками. Эта технология предполагает использование специально подготовленных сварных швов, вводимых в пространство между деталями и выполняющих роль «захватного» элемента. Кроме того, важное значение имеет оборудование, с помощью которого плавится сварочный материал.
Обычно для плавления сварочной проволоки при температурах ниже точки плавления самой латуни используется газовая горелка. С помощью этой технологии можно надежно сваривать отдельные детали схожей конструкции или из разнородных материалов.
В некоторых случаях использование латунной сварки является единственным возможным способом получения прочных контактов.
недопустимо сравнивать пайку со сваркой, при которой каждый из легированных металлов подвергается плавлению. При этом термическому воздействию подвергается только твердый припой с оловом, а состояние соединяемых деталей остается неизменным.
Эта особенность позволяет обрабатывать латунные изделия очень малых габаритов и веса, не повреждая их.

При пайке следует учитывать, что этот процесс предполагает использование более мягких, чем сварка, расходных материалов. Следовательно, паяные соединения считаются менее прочными, чем сварные швы.
В случаях работы с латунью цинк полностью испаряется из тела шва (из-за его сильного нагрева), в результате чего шов становится пористым, что значительно снижает качество формируемого соединения.
Кроме того, при сварке латунных деталей важно правильно выбрать их взаимное расположение (в этом случае предпочтение отдается стыкам внахлест»).
Некоторые особенности
Сварка, по сути, является наиболее оптимальным способом получения достаточно прочного и долговечного соединения как деталей из латуни, так и деталей из других материалов, в том числе чугуна. Сварка графитовым электродом, в свою очередь, требует определенных навыков и подготовки.
При соединении элементов обязательно вводят расплавленный припой, а для этого можно использовать олово или бура.
Сварной шов должен иметь температуру плавления немного ниже точки плавления основного материала.
С помощью пайки можно прочно соединить между собой самые разные материалы, в том числе чугун или медные детали.
Часто это единственный способ склеить разные типы металлических поверхностей.
Конечно, сварку можно как-то в определенном смысле сравнить со сваркой, когда поверхности соединяются электродом, но в этом случае обычным является только конечный результат.
Суть самого процесса сварки совершенно в другом.
Основное различие между сваркой и пайкой состоит в том, что при соединении поверхностей электродом основной материал плавится, а при работе с паяльником плавится только металлическая связка.
Кроме того, в сварном шве должен присутствовать флюс, которым может быть бура.
Конечно, пайка обеспечивает менее прочное соединение между поверхностями алюминия, меди или чугуна, чем, например, сварка, но она также позволяет работать с мелкими деталями.
Это можно объяснить тем, что используемый при сварке флюс, которым может быть бура, под воздействием относительно высоких температур выделяет некоторые химические элементы, которые снижают прочность основного соединения, кроме того, сам стык оказывается пористым.
Сварку алюминия, такую как, например, сварка чугуна, лучше всего выполнять внахлест, а не с припуском.
Несмотря на то, что сварка несколько уступает электродной сварке по прочности соединения, в настоящее время она активно применяется в различных отраслях промышленности.
С его помощью осуществляется необходимое крепление не только латунных заготовок, но и изделий из меди и даже чугуна.
Чаще всего паяльником сваривают различные виды металлов, но при необходимости для этих целей можно использовать и газовую горелку.
Для проведения пайки, в том числе и латунных заготовок, требуется пайка или флюс, чаще всего это сверло.
Следует отметить, что сварка может быть как высокотемпературной, так и низкотемпературной. В домашних условиях применяется первый вариант сварки.
Приготовление своими руками
Многие мастера предпочитают готовить сварку своими руками в домашних условиях. Лучше всего зарекомендовала себя смесь двух частей серебра и одной части меди.
После проведения измерений металл плавят в тигле и при перемешивании получают однородную массу. Охлаждение происходит в холодной воде.
Готовому сварному шву придается нужная форма, после чего он зачищается большим напильником.
Оптимальный размер тигля — 20х20. В его основе могут быть графитовые угли с контактными элементами.
Способы пайки
Процесс сварки латуни имеет некоторые особенности. Латунь нагревается, и горячие цинковые элементы испаряются. В это время образуется оксидная пленка, которую довольно сложно удалить с поверхности детали, и поэтому ухудшается качество сварного шва. Обычно латунь спаивают двумя способами: паяльником и специальной горелкой
Пайка с помощью паяльника
Чтобы правильно паять латунь, паяльник должен иметь мощность не менее 1000 Вт. Такой паяльник обеспечит необходимую температуру нагрева самих деталей и пайки. Он должен быть равен 500 ° C и выше. Низкотемпературная пайка латуни возможна только в том случае, если она содержит высокий процент меди.

Припаиваем латунь паяльником
Наиболее удобна пайка с помощью паяльной станции, имеющей терморегулятор жала паяльника. Эта регулировка позволяет установить оптимальный режим нагрева. Дело в том, что при сварке нужно избегать излишнего перегрева зоны сварки. Оптимальная температура нагрева жала паяльника до 350 ° C.
Пайка с применением газовой горелки
Задачу пайки латуни можно решить с помощью небольшой горелки. Кусок латуни кладут на любой термостойкий материал, который должен выдерживать высокие температуры. Для этих целей используются асбестовые плиты.

Пайка латуни газовой горелкой
Свариваемые детали кладут на эту пластину и совмещают друг с другом. Подготовка к сварке такая же, как и к сварке паяльником. Далее сварной шов нарезается на мелкую стружку или металлическую стружку и распыляется на стыке деталей. Затем величина пламени горелки регулируется и вносится в зону сварки.
Сначала необходимо сделать небольшой нагрев места пайки, чтобы припой прилип к поверхности латуни. Затем продолжайте полный нагрев, пока на поверхности латуни не появится характерный красный цвет. При правильно отрегулированной горелке температура в зоне пайки достигает 700 ° С. После остывания необходимо удалить шарики и остатки флюса.
Итак, чтобы получить хорошие результаты при сварке латуни, нужно правильно выбрать сварку. Следите за чистотой стержня паяльника и степенью его нагрева. Никогда не начинайте пайку, если паяльник не разогрелся до необходимой температуры. Тщательно подготовьте поверхности латунной детали к сварке (удалите грязь и пыль, обезжирьте). Внимательно следите за степенью нагрева рабочей зоны паяемых деталей.
Пайка латуни — популярная технология с разносторонним подходом. В качестве рабочего инструмента можно использовать и паяльник, и газовую горелку. Процесс не отличается особой сложностью и кропотливостью. Изучив особенности технологии, соединение латунных изделий можно производить и в домашних условиях.
Как выполнить спайку газовой горелкой
Как сваривать латунь? Порядок действий следующий:
- Перед началом процесса необходимо нагреть металлы. Эта работа выполняется на термостойких материалах. Специалисты рекомендуют использовать асбестовую пластину.
- Свариваемые детали должны быть совмещены друг с другом.
- Тщательно очистите поверхности в месте пайки флюсом.
- Разрежьте серебряный припой. В конечном итоге это должна быть стружка, которую следует заливать в месте стыка металлов.
- Отрегулируйте пламя в газовой горелке. Для закрепления сварного шва на металлических поверхностях стык сначала прогревают на слабом огне.
- Установите газовую горелку на 750 градусов для основного тепла. На поверхности латуни должен появиться красный оттенок. Все зазоры заполнены припоем, поэтому он растекается по всему стыку.
- Выключите конфорку и дайте продукту остыть. Процедура считается выполненной правильно, если получился шов, мало чем отличающийся от металлического.
- Промойте соединение, чтобы удалить остатки флюса.
Применение
Современные технологии обработки медных и цинковых сплавов широко востребованы в таких секторах, как:
- электроника и электротехника;
- инструментальное и инструментальное производство;
- производство холодильного и вентиляционного оборудования.
Если у вас есть все необходимое (припой необходимого качества, флюс и паяльник), вы можете залудить латунные поверхности, чтобы защитить их от коррозионных повреждений. Процедура лужения требуется также при ремонте латунных систем отопления и водопровода.
В зависимости от типа сварки, применяемой при сварке, соединения делятся на высокотемпературные и низкотемпературные. Это разделение позволяет использовать несколько огнеупорных соединений для сварки деталей, эксплуатируемых при высоких температурах.
Использование варианта высокотемпературной пайки в домашних условиях невозможно, так как в этой ситуации требуется специальное оборудование.
Как паять латунь в домашних условиях
Паять латунные трубы в домашних условиях несложно. Для этой работы не нужны специальные инструменты — достаточно газовой горелки (а в некоторых случаях и паяльника), сварки, флюса и сверла. Последние два элемента нужны, чтобы шов не был слабым.
Рекомендации по пайке труб:
- Припой к термостойкому материалу. Смочите обрабатываемые трубы в местах стыков флюсом и проведите сварку. Начните их нагревать;
- Постепенно нагрейте трубы — это необходимо для прочного прилегания сварного шва к трубам. Затем прогрейте трубы до появления красного оттенка;
- Припой легко проникает в зазоры и плотно сваривает трубы. Обратите внимание на разницу температур плавления припоя и латуни. Если он небольшой, не перегревайте материал;
- Промойте трубки от потока.
Таким образом вы получите прочное сцепление латунных трубок, которое прослужит долгие годы.
Особенности спайки однородных заготовок
В бытовых условиях часто возникает необходимость сваривать две латунные заготовки одинаковой конструкции. В этом случае принципиальное значение имеет правильный выбор состава флюса, который отличается от традиционного сочетания канифоли со спиртом.
Обычный состав из-за низкой активности компонентов не сможет растворить оксидную пленку, образовавшуюся на поверхности латуни. Итак, для рассматриваемого варианта сварки потребуется более активный флюс, приготовленный на основе хлора и цинка.
Все подробности его приготовления можно найти в таблице, в которой перечислено несколько разновидностей смесей хлорида цинка.
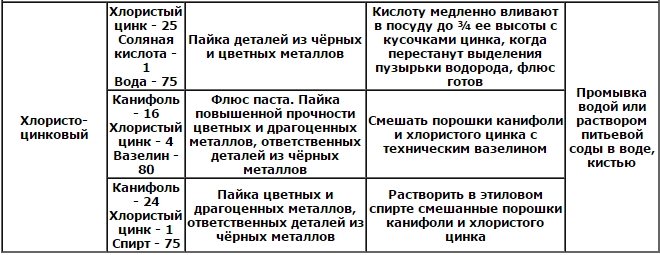
Помимо рассмотренных типов флюсов, при пайке латуни могут использоваться составы на основе буры и фтористой соли борно-калия. Приготовленные из них смеси занимают не более 5% от общего объема сварочной ванны и имеют отличные показатели активности.
Под деятельностью понимается умение создавать идеальные условия для проникновения расплавленного сварного шва в зазоры между деталями во время сварки.
Наряду с рассмотренной проблемой не следует забывать и о грамотном подходе к выбору припоя, подаваемого в стык в виде калиброванной проволоки того или иного состава.
В том случае, если предполагается, что паяные изделия из латуни используются в газовой среде, желательно использовать специальные типы припоев, изготовленные на основе сплавов фосфата меди и серебра. Они также подходят для пайки красной латуни с высоким содержанием меди.
Иногда в качестве припоя используют проволоку на основе латуни. Однако в этом случае паять латунную деталь можно только в том случае, если температура плавления латунной проволоки ниже аналогичного показателя для заготовок.
Как осуществляется процесс пайки такого материала, как латунь?
Обычная пайка оловом не подходит для эффективной пайки латуни. Дело в том, что в большинстве случаев такая сварка оставляет довольно заметный след. И такой показатель, как сила, не на высоте. Для пайки латуни желательно использовать другой метод, который отличается большей надежностью. Для эффективной и надежной сварки латунных деталей необходимо использовать газовую горелку.
Для пайки латуни необходимо использовать одну часть меди и две части серебра, которые необходимо тщательно перемешать и сплавить с помощью газовой горелки в графитовом тигле. Тигель необходимо погрузить в холодную воду, после чего снимается припой, который уже расплавился и застыл. После этого его нужно расплющить, затем стружку от сварного шва срезать или заточить, в связи с этим рекомендуется использовать большой напильник.
Теперь нужно взять 20 г порошка буры и столько же борной кислоты, из всего этого получается струя. После этого полученную порошковую смесь необходимо залить 250 мл воды.
Свариваемые латунные детали необходимо аккуратно положить на асбестовую основу.
Теперь все это соединение деталей следует присыпать кусочками припоя, которые предварительно необходимо заточить. И вот настала очередь бережного прогрева соединения газовой горелкой. Вы должны выполнять всю эту работу с максимальной осторожностью.
При пайке деталей необходимо постепенно доводить температуру нагрева до определенного уровня. Максимально допустимый уровень — 700 градусов. Необходимо четко знать, что латунь ни в коем случае не должна перегреваться, иначе все детали могут быть непоправимо повреждены. Если необходимо сваривать большие и массивные детали, их нужно нагревать постепенно, иначе последствия могут быть самыми негативными.
Если свариваются мелкие и тонкие детали, то нужно быть очень осторожным, так как они довольно быстро нагреваются.
Нельзя забывать, что этот метод пайки по простоте не отличается от обычной пайки оловом. Но время, несомненно, потрачено не зря: этот способ сварки отличается большей степенью надежности и прочности при соединении с латунными деталями.
Нельзя забывать, что пайка латуни имеет некоторые особенности из-за испарения горячего цинка. Кроме того, на поверхности металла образуется оксидная пленка. Нельзя забывать, что начинать перемешивание компонентов тинола с помощью проволоки можно только после того, как серебро и медь полностью расплавятся.
Что касается графитового тигля, то его легко сделать из графитового угля. Такой материал необязательно покупать в магазине, так как его легко найти на остановках электротранспорта. Что касается его размера, то он должен быть примерно 20 на 20 миллиметров. Сделать это самому совсем не сложно, а рабочий процесс значительно упрощается.
- Рекомендуется сваривать некоторые жаропрочные материалы.
- Полученный шов должен иметь ярко выраженный цвет, идентичный свариваемым деталям.
- По окончании процесса обработки необходимо тщательно промыть продукты от струи. Промывать лучше всего в горячей серной кислоте (ее должно быть 3).
Если все будет сделано так, то результаты, несомненно, будут самыми положительными. И совсем не обязательно прибегать к услугам специалистов, которые иногда очень дороги. Все можно сделать самостоятельно и в короткие сроки. После этого вы даже сможете проводить мастер-классы своим друзьям и знакомым, они будут очень благодарны за полезные уроки.
Латунь очень популярна в повседневной жизни, и для некоторых очень важен вопрос, как сваривать латунь. Ремонт многих бытовых приборов зависит от того, как сваривается металл. Этот процесс заметно отличается от соединения других металлов. Он имеет ряд специфических характеристик и вызывает определенные трудности. Однако при соблюдении определенных условий сварка будет доступна любому человеку.
Латунь широко применяется в быту, и в случае поломки латунных изделий возникает вопрос, как ее сварить.
Порядок проведения работ
Чтобы правильно сваривать разные металлы и сплавы, необходимо ознакомиться с технологическим процессом в несколько этапов. Сплав цинк-медь требует от мастера проведения подготовки, выполнения ряда действий. Научившись работать специальным инструментом, можно соединять детали из цветных металлов и стали.
Паять украшения с латунью
Подготовка
Пайка латуни в домашних условиях для соединения отдельных деталей требует подготовки. Он состоит из нескольких этапов:
- Первоначально стык необходимо очистить от грязи, ржавчины, налета. Для этого используется проволочная щетка, наждачная бумага и напильник.
- После очистки рабочих поверхностей их необходимо обезжирить. Спирт, бензин подойдут. Растворитель может оставлять следы на поверхности деталей.
Когда подготовка закончена, можно приступать к использованию латунного припоя.
ЭТАПЫ ПРОЦЕССА СПАИВАНИЯ ЛАТУНЬЮ
- Место сварки тщательно очищают от примесей и обрабатывают флюсом.
- Сварочную стружку кладут на подготовленное рабочее место.
- Под строгим контролем уровня нагрева, не допускающим деформации деталей, осуществляется собственно нагрев.
- Завершение работ. В этот момент расплавленный припой герметизирует соединение и начинает затвердевать.
Классификация латунных сплавов

Латунь бывает двухкомпонентной или многокомпонентной. В первом случае в состав входят только медь и цинк, что увеличивает твердость сплава. В роли других компонентов, улучшающих его физико-химические характеристики, выступают алюминий, железо, кремний, марганец, никель, олово, свинец и другие элементы. По этой причине необходимо заранее знать точный состав латуни, это поможет определиться с методом и характеристиками сварки.
Латунь классифицируется по химическому составу:
- Двухкомпонентный (двойной, одинарный). Он состоит только из меди и цинка. Процентное содержание этих компонентов может варьироваться. Эти соединения отмечены буквой «L» и числом, которое всегда указывает количество меди. Например, L90 содержит от 88 до 91% меди, цинк составляет 8,8-12%. Примеси есть, но их количество минимальное — около 0,2%.
- Многокомпонентный (специальный). Эта латунь имеет большое количество ингредиентов, повышающих коррозионную стойкость сплава, его прочность и твердость. Обозначается он иначе: к букве «L», обозначающей легирующий элемент, добавляется еще одна цифра, появляется еще одна цифра — процент легирующего металла. Например, LA77-2 представляет собой латунный алюминий, он содержит 77% меди, около 2% алюминия, а остальное — цинк. Все эти сплавы названы по легирующему элементу: черный, кремний, никель, марганец, свинец и т.д.

Латунь используется для изготовления различных изделий. По степени обработки эти сплавы делятся на:
- деформируемые, из которых получаются болты, гайки, детали автомобилей, латуни, листы, провода, трубы, трубки;
- литейное производство (арматура, втулки, детали инструмента, подшипники, сантехническая арматура).
По процентному содержанию цинка латунь делится на:
- Красный (томпак), содержащий 5-10% этого компонента. Эти сплавы идеально подходят для изготовления украшений, статуэток и подобных произведений искусства.
- Желтый, здесь процент цинка 21-36%.
Причина популярности латуни — ее долговечность, надежность, устойчивость к экстремальным температурам и механическим воздействиям. Поэтому детали из этого сплава широко используются в системах водоснабжения, канализации, машиностроении и инструментальном производстве. Изделия из латуни имеют долгий срок службы, но это справедливо только в том случае, если не нарушаются правила их эксплуатации.
Меры предосторожности
Пайка латуни относится к открытым горячим работам. Необходимо строго соблюдать все меры противопожарной защиты. Также работа с парами цинка может вызвать сильное отравление организма. Необходимо принять защитные меры. Мини-газовые баллоны могут просочиться в клапан, что приведет к взрывам и пожарам. Требуется постоянный контроль работы газовой горелки.
Условия и область применения пайки
Прежде чем разбираться в вопросе, как паять латунь, следует досконально изучить все особенности такого технологического процесса. При сварке, являющейся одним из способов получения неразъемных соединений, расплавленный сварной шов вводится в пространство, расположенное между соединяемыми деталями, которое служит скрепляющим элементом.
Важным условием проведения сварки является то, что сварной шов, который плавится с помощью газовой горелки, должен плавиться при более низкой температуре, чем материал для изготовления соединяемых деталей. Эта технология (в некоторых случаях это единственно возможный способ получить прочное соединение) позволяет надежно сваривать даже разнородные металлы.
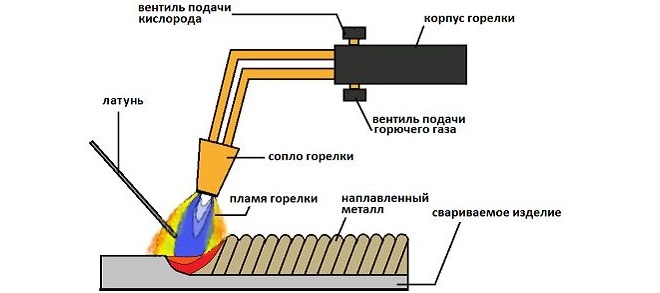
Схема пайки латуни с газовой горелкой
совершенно неправильно сравнивать сварку с таким технологическим процессом, как сварка, который предполагает, что плавится не только специальная сварочная проволока, но и металл соединяемых деталей. Это связано с тем, что при выполнении сварки сварка подвергается воздействию основной температуры, характеристики соединяемых деталей и их целостность остаются неизменными. Эта особенность позволяет успешно использовать этот прием для соединения металлических деталей, которые отличаются даже очень небольшими размерами.
Между тем, следует иметь в виду, что в качестве сварного шва для сварки используются более мягкие материалы, чем те, которые используются для формирования сварного шва. Это приводит к тому, что соединения, созданные сваркой, по своей сути менее прочны и надежны, чем сварные швы. А в тех случаях, когда латунь паяется, цинк при интенсивном нагреве испаряется из сварного шва, что приводит к образованию пористости шва. Эта пористость металла значительно снижает качество и надежность соединения. При пайке латунных деталей их взаимное расположение также имеет большое значение. Такие детали лучше соединять не встык, а внахлест.

Для сварки в домашних условиях вполне можно обойтись ручной газовой горелкой с баллоном 1,8 кВт
Пайка металла как технология получения неразъемных соединений занимает одну из лидирующих позиций, уступая только сварке. Эта технология практически незаменима в электронной промышленности, где она используется для создания токопроводящих соединений элементов различных устройств и устройств. Именно с помощью пайки часто соединяются и строятся провода, по которым в дальнейшем будет проходить электрический ток.
Если говорить о наиболее распространенных сферах применения сварки, к ним следует отнести:
- формирование герметичных соединений труб из меди и ее сплавов, в том числе из латуни (в основном такие трубы используются для комплектации холодильных и теплообменных агрегатов);
- крепление твердосплавных вставок к опорной части режущего инструмента;
- соединение деталей, существенно различающихся по толщине.

На фото результат сварки латунной трубы и патрубка. Мы использовали сварку под флюсом P14 и импортную горелку на чистом пропане
Используя сварочное и сварочное оборудование, они также выполняют такую технологическую операцию, как лужение, что позволяет создать на металлических поверхностях надежное антикоррозийное покрытие.
В зависимости от типа припоя, используемого для пайки, он может быть высокотемпературным или низкотемпературным. Использование более тугоплавкого материала при выполнении сварки позволяет создавать соединения, которые могут работать при более высоких температурах. Между тем это чревато некоторыми трудностями, которые связаны с необходимостью прибегать к специальному оборудованию, позволяющему оплавить сварной шов. В частности, использование такого сплава довольно проблематично в домашних условиях, где для пайки часто используется обычная паяльная лампа.
Подготовка припоя и флюса
Вы можете сваривать и плавить самостоятельно. Вы можете сделать припой, взяв медь и серебро в соотношении два к одному. Поместите их в тигель и растопите на газовой плите. Не забудьте перемешать смесь до формы. Когда он станет гладким, опустите емкость в холодную воду. Затем содержимое емкости нарезается или используется в виде чипсов.
Для создания флюса понадобится сверло для пайки латуни и борной кислоты. Возьмите их по одному и залейте водой. На 20 грамм требуется 250 мл воды.
Припои и флюсы: классификация и методы выбора
Для достижения хороших результатов сварки обязательно используются добавки в виде флюсов и различных сварных швов.
Сварка — это особый металл, который после плавления проникает в подготовленные для сварки металлы.
Чтобы обеспечить надежный контакт, сварной шов должен иметь температуру плавления значительно ниже точки плавления самой латуни. При этом он должен иметь хорошую адгезию к латуни. Поэтому для сварки латуни используются специальные сварные швы.
Только в крайнем случае, если припаяны детали, на которые нет большой ответственности за весь агрегат, и нет высоких требований к прочности, используются обычные сплавы олово-свинец.
Современные сварные швы классифицируются следующим образом:
- По температуре плавления. Они мягкие с температурой плавления до 400 ° C; полутвердое с температурой плавления олова и твердое тело. Температура плавления припоев превышает 500 ° С.
- По типу плавки. Сварные швы, которые полностью или частично плавятся в процессе сварки.
- По способу получения сварки. Производятся готовые сварные швы и сварные швы, которые образуются в процессе сварки. Такая сварка называется контактной реактивной.
- По списку химических элементов, добавленных в состав. Применяется довольно большое количество таких элементов. От обычных металлов цинка, олова, алюминия до редкоземельных металлов галлия, индия, палладия.
- Из изготовления сварочной техники. Они бывают: проволочные, набивные, ламинированные, литые и дробленые.
- По виду сварки. Выпускаются в виде ниток, готового порошка, в виде ленты и отдельных листов, в виде таблеток и готовых закладных деталей.
- Кстати, поток формируется. Сварные швы делятся на две основные категории: флюсовые и так называемые самоплавкие.
Сварные швы, как и латунные, маркируются заглавными буквами и цифрами. По маркировке можно определить, для какой латуни предназначен конкретный сварной шов. Например, если необходимо припаять латунную деталь, в которой большой процент меди, предлагается использовать припой марки ПСр12 или ПСр72. Этот припой содержит в своем составе большой процент серебра. Если в латуни большой процент цинка, рекомендуется пайка ПСр40. Поэтому, чтобы после сварки получить надежное соединение, необходимо понимать, какие нагрузки прилагаются к ремонтируемой детали. Если деталь неподвижна и не выдерживает больших вибрационных нагрузок (например, гидравлические элементы), можно безопасно применять сварку Mari PMT. Если необходимо обеспечить прочное соединение, используются специальные твердые припои, например L-CuP6. Этот припой имеет очень высокую температуру плавления 730 ° C.

Пайка для латуни
Чтобы подобрать правильную степень сварки, можно использовать следующий метод:
- Определите температуру плавления свариваемых деталей.
- Уточните коэффициент теплового расширения. Латунь, которую следует паять и припаять, должна быть очень плотной.
- После сварки сварка не должна ухудшать механические свойства ремонтируемой детали.
- Сварной шов должен образовывать гальваническую пару с основной латунной частью. Если это не гарантировать, процесс коррозии будет происходить быстро.
- Свойства сварного шва должны соответствовать всем техническим и эксплуатационным характеристикам.
- Сварка должна обеспечивать хорошую смачиваемость основной детали в процессе сварки.
Специальнсначала место предполагаемого соединения двух деталей обрабатывается флюсом подходящего состава, после чего на него насыпаются мелко строганные крошки сварочного материала;
- после этого можно приступать к нагреву латуни (только на стыке!) с помощью заранее подготовленной горелки;
- после того, как материал припоя расплавился и зазоры между деталями были заполнены жидким составом, выключите горелку и дождитесь, пока стык остынет.
В процессе сварки недопустим перегрев заготовок, что может вызвать их деформацию. В общем, самопайка — это не что-то совсем недоступное.
Чтобы освоить данную технологию, достаточно правильно подобрать все необходимые расходные материалы и точно следовать данным рекомендациям.
Паяльник или горелка?
Допустимо использование электрического паяльника при использовании флюса и пайки с температурой плавления примерно 500 градусов Цельсия. Но даже в этих случаях мощность устройства должна быть не менее 100 Вт. Лучше, если этот показатель будет 0,5 кВт и выше. Ведь место сварки необходимо хорошо прогреть.
Соединение твердых деталей или пайка латуни часто удобнее делать с помощью газовой горелки. В этом случае можно нагреть металл, чтобы появилась возможность использовать высокотемпературные компоненты. Место стыка обрабатывают флюсом и сверху присыпают измельченным сварным швом. Только после этого переходят к нагреву металла. Делать это нужно с особой осторожностью. Сначала выполняется предварительный нагрев, чтобы флюс активировался и припой прилип к поверхности. Температуру постепенно повышают до тех пор, пока латунь не приобретет характерный красный цвет. Именно в это время припой растекается, заполняя все мелкие поры, чтобы надежно соединить детали во время охлаждения. Если все сделать правильно, то после постепенного остывания у вас получится аккуратный шов, цвет которого будет близок к цвету латуни.
Недостатки
- Сложен в использовании, так как требует от мастера большого опыта;
- Для работы необходимы специальные инструменты, не всегда доступные в компании;
- Применяется исключительно для твердых литых металлов.
Разновидности
Припой для латуни из самой латуни. Часто это металл с небольшими добавками, которые помогают снизить температуру плавления, но существенно не меняют его свойства. Его сложнее всего использовать, так как существует риск чрезмерного ожога основного металла. Однако это самый прочный сплав, обеспечивающий высочайшее качество соединений.
Медно-фосфорные сплавы также используются в качестве припоев для пайки латуни. У них более низкая температура плавления и простота использования. Это один из самых популярных вариантов, так как он сочетает в себе простоту и высокое качество, а также обладает антикоррозийными свойствами.

Припой медно-фосфорными сплавами
Серебряные припои. Низкое содержание серебра, около 40-60%, относится к твердому типу. Они максимально уступают по термостойкости, но легко могут использоваться даже новичками. Стоимость их выше, чем у других марок, используемых для этой цели.

Серебряные припои
Химический состав
Состав медно-фосфорный отличается от серебра и выглядит так:
| Марка | Содержание элемента, % | ||
| Серебряный | Медь | Фосфор | |
| PMF 102 | 2 | 91,3 | 6,7 |
| PMF 105 | 5 | 88,5 | 6.5 |
| PMF 115 | 15 | 80,2 | 4.8 |
Более мягкие сорта, такие как POS 40, содержат больше серебра, но в то же время содержат много других элементов, которые помогают поддерживать высокую прочность соединения.
| Элемент | Процент |
| Серебряный | 40 |
| Кадмий | 28,5 |
| Цинк | 17 |
| Медь | 17 |
| Никель | 0,5 |
| Железо | 0,1 |
| Проводить | 0,05 |
| Висмут | 0,005 |
Технические характеристики популярных марок
Медно-фосфорные марки обладают следующими характеристиками:
| Степень сварки | Температура плавления, градусы Цельсия | Температура диффузии, градусы Цельсия |
| PMF 102 | 645 | 820 |
| PMF 105 | 630 | 780 |
| PMF 115 | 650 | 800 |
Параметры содержащих серебро следующие:
| Имя свойства | Имея в виду |
| Температура плавления, градусы Цельсия | 590-610 |
| Удельное сопротивление, Ом | 70 |
| Удельная теплоемкость, Дж / кг градусов | ветры |
| Плотность, кг / см3 | 9250 |
Особенности выбора
Выбор материала зависит от назначения сварного шва. Например, латунная проволока для сварки используется в тех случаях, когда необходимо соединить детали металлоконструкций и устранить появившиеся трещины. Благодаря своей форме и относительно небольшому диаметру он позволяет заполнять глубокие трещины, а также не подвергать риску потери металла. Этот материал подходит только для ответственных конструкций, а также рекомендуется использовать только опытным мастерам.
Латунный припой с флюсом оказывается более удобным в использовании, поэтому для большего комфорта стоит остановить свой выбор на нем. Здесь не обязательно использовать бура и другие флюсы, так как они уже содержатся внутри. Такие варианты стоят дороже, но при использовании окупаются, так как происходит меньше брака.
Выбирая, каким припоем паять латунь, следует перейти к самому распространенному варианту — медно-фосфорным сплавам. В них сочетаются экономическое преимущество с высокой устойчивостью к высоким температурам и физическим нагрузкам. Если сверхвысокая прочность не требуется, то наиболее оптимальным выбором становятся такие варианты, как сварные швы серии PMF.
Высокие сорта серебра используются там, где минимальная ответственность за склеивание или нет инструментов для плавления твердых сплавов при высоких температурах. Сам процесс соединения происходит намного быстрее, чем другие виды пайки.
«Важно!
Не рекомендуются марки с содержанием серебра более 60%, поскольку на практике они будут слишком мягкими.»
Особенности пайки
Одна из главных особенностей — использование буры в качестве флюса. Без него ничего не хватит и связь будет на крайне низком уровне. Благодаря шторму удаляются все пленки и отложения, улучшается проникновение присадочного металла в поры. Также стоит учесть особенность высокой температуры плавления. Здесь используется только газовая горелка, так как другими методами добиться скучного результата не удастся.