
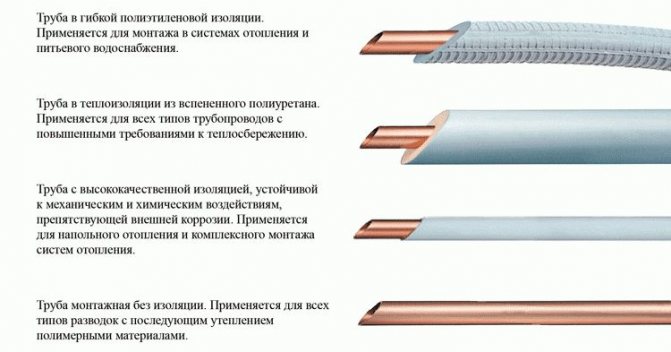
- Соединение труб при помощи пайки
- Как выглядят фитинги латунные резьбовые
- Плюсы и минусы сварки
- Монтажные работы по установке фитинга под обжим типа В
- Герметичная стыковка медных труб без пайки
- Как паять медные трубы своими руками: пошаговая инструкция
- Преимущества и недостатки медного водопровода
- Достоинства и минусы этих деталей
- Способ #3: соединение связывающим обжимом (Press-connect)
- Выбор монтажа: разъемный vs неразъемный
- Процесс вальцовки труб из меди
- Видео
- О соединениях с помощью обжимных муфт Гебо
- Схема монтажа муфты Гебо
- Можно ли использовать детали при отоплении
- Почему именно Гебо?
- Необходимые материалы и приспособления олово и другие
- Что собой представляют и для чего они нужны
- Область применения
- Технические характеристики
- Строение и принцип работы
- Пайка меди, почему стоит этому научиться
- Способ #2: соединение накатными канавками (Roll Groove)
- Подготовка и выполнение соединения накатной канавкой
- Тестирование законченной системы с накатными канавками
- Как выполняется соединение медных труб с пайкой и без неё
- Соединение труб при помощи пайки
- Герметичная стыковка медных труб без пайки
- Обязательные правила соединения
Соединение труб при помощи пайки
Рассмотрите возможность соединения медных труб с фитингами с последующей пайкой, которая может быть при низких и высоких температурах. По первому способу сварка проводится при температуре 300 ºС. Второй способ применяется при устройстве систем с повышенными нагрузками промышленного назначения.
Соединения действуют как соединители для медных труб; Также требуются оловянно-свинцовый припой и флюс.

Технология пайки труб будет следующей:
- В первую очередь нарезается труба определенного размера. Этот процесс нужно проводить аккуратно, учитывая размеры имеющейся фурнитуры.
- Концы трубы следует осмотреть — на них не должно быть таких дефектов, как зазубрины, трещины или заусенцы. Если их не устранить, то после завершения всех работ возникнут проблемы с герметизацией соединения.
- Убедившись, что концы чистые, можно начинать соединение. В связи с тем, что будет соединено несколько труб, и они могут быть с разным сечением, следует подбирать фитинги соответственно.
- Кроме того, конец трубы и внутренние стенки стыков необходимо обработать флюсом, который обезжирит поверхности для достижения наивысшего качества соединения.
- Теперь конец трубки ввинчивается в соединитель медной трубки и нагревается. Его нужно подбирать так, чтобы сечение было больше сечения трубы на 1-1,5 см. Трубы обогреваются газовой горелкой. Пространство между трубой и стыком заполнено расплавленным сварным швом. В настоящее время на рынке можно найти любой вид сварки, соответствующий вашим потребностям, поэтому проблем с выбором возникнуть не должно.
- После равномерного распределения припоя по окружности соединяемые детали нужно оставить до полного застывания.
- На последнем этапе вам нужно проверить соединители медных труб и всей системы, пропустив через них воду. В это время не только проверят систему, но и очистят ее от остатков флюса, которые со временем могут вызвать коррозию металла.
Как выглядят фитинги латунные резьбовые
Резьбовая арматура — это разъемные детали, предназначенные для соединения между собой отдельных частей трубопровода. Фитинги с латунной резьбой — это соединительные детали, содержащие внешнюю или внутреннюю резьбу. Как правило, они имеют цилиндрическую резьбу. Эти изделия используются для соединения труб и отдельных частей трубопровода с помощью внутренней или внешней резьбы, которая присутствует как на фитингах, так и на соединяемых частях трубопровода.
Преимущество фитингов с латунной резьбой в том, что, в отличие от других фитингов, они многократно используются повторно. С их помощью трубы соединяются между собой, а также подключаются к трубопроводной арматуре, сантехническому оборудованию и другим устройствам. Различают резьбовые фитинги без покрытия, оцинкованные, хромированные и никелированные. Изделия с покрытием более долговечны и устойчивы к коррозии.
Существуют разные модели латунных резьбовых фитингов разной конструкции: колено, тройник, ответвление, ниппель, муфта, крестовина к ракелю, заглушка, стопорная гайка, коллекторы и т.д.
ГОСТ 32585-2013 — это действующий стандарт, который распространяется на фитинги из меди или медных сплавов, соединяющие медные трубы. Настоящий стандарт устанавливает ряд требований к латунным фитингам с разными концами под приварку или запрессовку с одной стороны и резьбой с другой, которые используются для систем водоснабжения, а также для парового отопления, охлаждения, водоотведения, водоочистных сооружений и др системы газоснабжения и т д
Плюсы и минусы сварки
Наряду с резьбовым соединением этот способ соединения долгое время был одним из самых распространенных.
Отличается:
- простота конструкции сварных швов и низкая трудоемкость;
- осветление трубопроводной системы;
- возможность комбинировать элементы любой формы и размера. Концы труб не обязательно должны быть идеально прямыми;
- имущество;
- тишина технологического процесса;
- автоматизация процессов.
При этом в свариваемых элементах магистральных линий возникают остаточные напряжения, что может сопровождаться недостаточной надежностью соединения при значительных нагрузках и вибрациях.
Существенным недостатком также является возможность деформации свариваемых элементов. Учитывая все еще высокую трудоемкость, вместо сварки часто используют другие, не менее надежные, но качественные и недорогие способы соединения элементов линии.
Монтажные работы по установке фитинга под обжим типа В
У этого типа примерно такая же схема установки. Зона резания очищается от загрязнений, обращают внимание на резьбу, допускается смазка резьбы машинным маслом.
Это упрощает подключение к шлангу. Необходимо проверить положение уплотнительного конуса, он должен быть прижат к заготовке изнутри, при этом край трубы должен быть развальцован.
важно правильно выбрать гаечный ключ, он должен соответствовать размеру гайки, чтобы не повредить ее. Например, гаечный ключ на 750 мм подойдет для гайки 54 мм.
Герметичная стыковка медных труб без пайки
Кроме того, следует отметить, что, несмотря на то, что соединение труб сваркой считается в большинстве случаев наиболее надежным методом, все же бывают ситуации, когда использовать этот способ нет возможности. В таких случаях можно прибегнуть к соединению бесшовных медных труб. Для обеспечения надежного соединения из-за блокирующего эффекта, возникающего при резьбовых соединениях, потребуются специальные фитинги.
В этом случае подключение производится в следующей последовательности:
- Сначала отсоединяется арматура, которая часто состоит из двух частей.
- На трубку надевается один из элементов. Обычно это гайка и стопорное кольцо.
- Далее в штуцер продевается трубка и затягивается гайка.

Обычно такая фурнитура комплектуется подробной инструкцией, которую необходимо соблюдать в обязательном порядке, иначе выполненная работа будет некачественной.
Стоит отметить, что перед тем, как соединять бесшовные медные трубы, стоит осознать все риски, так как качественное соединение получить достаточно сложно. Категорически не допускаются минимальные перекосы соединяемых деталей, в противном случае серьезно нарушается технология. Чтобы резьбовое соединение получилось максимально плотным, рекомендуется дополнительно заделать его специальной резьбой. В этом случае следует убедиться, что они не попадают внутрь трубы, так как впоследствии вода может не проходить через систему должным образом.
Как паять медные трубы своими руками: пошаговая инструкция
Магистральные трубы из цветных металлов обладают высокой устойчивостью к коррозии. Для соединения элементов стыки заполняются сварными швами. Пайку медных труб можно производить самостоятельно, для этого не требуется специального оборудования или инструментов.
Преимущества и недостатки медного водопровода
К преимуществам медной водопроводной системы можно отнести:
- Универсальность подключений. На фитингах и соединениях можно сэкономить, поскольку сварка обеспечивает надежное соединение: при испытаниях давлением корпус трубы практически всегда не выдерживал, но соединения оставались целыми.
- Медная линия не портится при низких температурах. Последствия нагрева медных труб гораздо менее катастрофичны, чем стального или пластикового водопровода.
- Медь не разрушается хлором, который всегда присутствует в водопроводной воде. И наоборот, хлор образует на внутренней стенке защитный слой, который продлевает срок службы изделий.
- Под воздействием ультрафиолета на поверхности меди не происходит видимых изменений, в отличие от пластика, который необходимо изолировать.
- Колонии болезнетворных микроорганизмов и бактерий не приживаются на внутренних стенках.
- Степень шероховатости внутренней поверхности медных труб меньше, чем у стальных или пластмассовых изделий, поэтому органические вещества не успевают осесть — зазор не сжимается при длительном сроке службы.
- Купить изделия из меди можно у любого производителя — качество будет таким же. Например, среди пластиковых изделий много подделок, которые, как следствие, нужно менять через пару лет.
- Медные трубы имеют более высокую коррозионную стойкость, поэтому для изготовления используется меньше материала. Стальные конструкции вынуждены обеспечивать большую толщину стенок в расчете на то, что ржавчина постепенно разрушит материал.
- В медных линиях нет необходимости ремонтировать стыки, так как они надежнее самих труб. В несварных стальных конструкциях большая проблема — арматура.
Недостатки медной сантехники:
- Стоимость выше.
- Не может быть установлен в системах с расходом воды более 2 м / с.
- В воде не должно быть песка и других твердых частиц, так как они забирают внутренний слой стены. Если он слишком тонкий, это может вызвать эрозию.
- Повышенные требования к установке, чтобы не сокращать гарантийный срок.
Свинец не следует использовать в качестве припоя в системах питьевой воды, так как он вызывает отравление организма и серьезные последствия.
Плюсы и минусы медной сантехники зависят еще и от того, как произведен монтаж.
Достоинства и минусы этих деталей
соединить трубы обжимными фитингами очень просто. При этом методе нет необходимости использовать высокую температуру или специальное оборудование.
Так укладывают трубы даже в труднодоступных местах. Для такой работы необходимы следующие инструменты:
- Гаечный ключ;
- Калибратор;
- Резак.
Если сравнить временные и трудовые затраты на эту работу, то они небольшие. А проложенный трубопровод выходит герметичным и служит долго.
Но как бы ни была хороша такая система, у нее все же есть недостатки. Обжимной фитинг необходимо постоянно проверять и подтягивать. По этой причине не рекомендуется укладывать их под бетон.
Эти детали также зависят от системы низкого давления. Если сравнивать их надежность со сваркой, у этих фитингов меньше.
Соединение, собранное с помощью компрессионных фитингов, становится конструкцией многоразового использования.
Его можно собирать и разбирать. Но каждая последующая установка и разборка скажется на его прочности.
Способ #3: соединение связывающим обжимом (Press-connect)
Соединение медных труб и фитингов из медного сплава методом обжимного соединения выполняется быстро, экономично и не требует технологии пайки. Метод пресс-соединения появился в Европе в конце 1950-х годов и успешно применяется до сих пор. С конца 1990-х годов этот способ подключения получил распространение по всему миру.
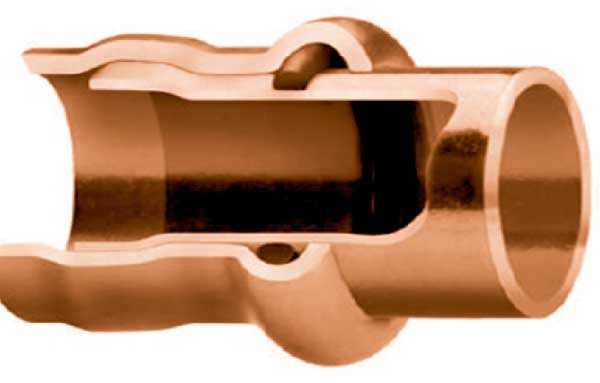
Структурный вид обжимного соединения с механическим соединением («пресс-соединение»), где высокая герметичность достигается за счет использования эластомерного уплотнения
Практика использования обжима показала удовлетворительные результаты. Как и в предыдущем варианте (№2), в нем используется эффект пластичности и заметное сопротивление меди при холодной обработке. Для соединения с обжимом требуется наличие:
- специальная сборка,
- эластомерное уплотнение,
- обжимной инструмент,
- специальные губки.
Типичные диапазоны давления и температуры для обжимных соединений показаны в таблице ниже:
| Тип соединения | Диапазон давления, кПа | Температурный диапазон, ºC |
| Обжимной бинт, D = 12,7 — 101,6 мм | 0–1375 | минус 18 / плюс 120 |
| Обжим под высоким давлением, D = 6,35 — 31,75 мм | 0–4826 | Минус 32 / плюс 150 |
Выбор монтажа: разъемный vs неразъемный
Чтобы соединить медные трубы в одну систему трубопроводов, вы можете использовать несколько способов их соединения. Различные сантехники применяют обжим и пресс-фитинги, сварку или пайку. Но прежде чем приступить к работе самостоятельно, нужно определиться — трубопровод будет неразъемным или разъемным.
Существует три технологии монтажа для соединения медных труб:
- электросварка;
- сварка горелкой или электросварщиком;
- прессинг.
Все эти технологии могут применяться при формировании как съемных, так и неразъемных систем. Скорее речь идет об использовании различных фитингов и переходников или отказе от них.

Если конструкцию невозможно разобрать без разрушения отдельных ее частей, то она считается цельной: дешевле, но отремонтировать сложнее
Если требуется съемная система трубопроводов, а также более простая в плане ремонта и добавления новых элементов, соединения необходимо делать разъемными.
Для этого используется фурнитура:
- сжатие;
- резьбовой;
- самоблокирующийся.
съемные соединения проще сделать самостоятельно, можно обойтись и без пайки. Они не требуют от мастера чрезмерно высокой квалификации.
Однако такие сборки требуют постоянного осмотра и подтягивания гаек, чтобы исключить утечки. Изменения давления и температуры в системе приводят к ослаблению крепления. И время от времени рекомендуется их подтягивать.
Если доступ к медным трубам планируется плотно закрыть отделкой или бетонной стяжкой, их лучше соединить в цельную конструкцию сваркой или сваркой. Такая система более надежна, долговечна и устойчива к разрыву.
Не нанизывайте изделия из меди. Этот металл слишком мягкий по текстуре. При установке съемных трубопроводов все резьбовые соединения должны выполняться через фитинги. Последний может быть присоединен к медной трубе давлением или сваркой.
Процесс вальцовки труб из меди
При устройстве систем отопления и водоснабжения, детали которых выполнены из меди, часто проводятся технологические операции, такие как развальцовка или демонтаж медных труб. С помощью этой операции, для которой можно использовать другой инструмент, геометрические параметры концов соединяемых труб изменяются без изменения эксплуатационных характеристик изделия.

Развальцованные медные трубы
Самым простым инструментом, с помощью которого можно выполнить эту операцию, является конический стержень, который вставляется в конец медной трубки и вращается в нем до тех пор, пока он не приобретет желаемую геометрическую форму. Хотя это устройство довольно простое в использовании, оно не позволяет эффективно развальцовывать, обеспечивая равномерное давление на стены.
Более эффективным устройством для проведения развальцовки является устройство, состоящее из зажима, оказывающего давление на рабочий конус, а также опоры с несколькими отверстиями или универсальной, в которую вставляются медные трубы различного диаметра. Для монтажа систем отопления или водопровода, состоящих из медных элементов, домашние мастера часто используют именно такие устройства.
Специалисты, профессионально занимающиеся монтажом систем связи, состоящих из медных элементов, используют развальцованные устройства, в конструкции которых присутствует эксцентрик и храповик безопасности. Концы труб, на которые предварительно ставят гайки, равномерно раскручивают на таком приспособлении по их внутренней поверхности, для чего используется эксцентрик.

Комплект для развальцовки медных труб
В таком устройстве нужен храповик, ограничивающий силу, прилагаемую к концу трубы, чтобы стенки не давили на них с чрезмерным давлением. Большим преимуществом использования такого профессионального устройства является то, что при его использовании на внутренней поверхности не образуются небольшие бороздки и вмятины. Именно эти бороздки и вмятины, возникающие при использовании более примитивных устройств, являются наиболее вероятными источниками протечек, которые в конечном итоге значительно сокращают срок эксплуатации трубопровода.
Видео
Добрый день уважаемый читатель! Мы привыкли, что монтаж и ремонт соединения стояков и металлических отводов сопровождается такой малопривлекательной операцией, как сварка. Оказывается, без него можно обойтись с помощью компрессионных фитингов для стальных труб. Давайте подробнее рассмотрим эти устройства, плюсы и минусы, как и где они лучше всего применяются.
О соединениях с помощью обжимных муфт Гебо
Безрезьбовое соединение стальных труб с использованием обжимных фитингов Gebo — сравнительно «молодой» метод соединения, но он уже завоевал множество поклонников.
Обжим для стальных труб gebo комплектуется:
- стопорное кольцо;
- уплотнительный материал в виде кольца;
- стопорное кольцо;
- контргайка,
которые размещены в металлическом корпусе.
Схема монтажа муфты Гебо
Использование обжимных фитингов обеспечивает надежное соединение чугунных, пластиковых, стальных труб с возможными изгибами, ответвлениями или просто стыком.
Установка детали проста:
- на секции стояка закреплена стяжная гайка;
- заполнить фитинг обжимным уплотнением, стопорным кольцом и стопорным кольцом;
- надежно затяните гайку на корпусе детали. В этом случае кольца стянуты внутри конструкции, что гарантирует полную герметичность стыка по всей окружности стойки.
Эффективным приспособлением для устранения течи в стояке является хомут gebo, о чем свидетельствуют многочисленные отзывы. Главное преимущество конструкции — скорость и качество монтажа.
С помощью хомута можно легко устранить течь, образовавшуюся при замерзании воды в трубе, во время коррозионного процесса, из-за механических повреждений.
Деталь монтируется на трубы отопления, стальные водопроводные трубы, начиная с диаметра 1/2 дюйма и заканчивая диаметром 2 дюйма и более.
Можно ли использовать детали при отоплении
Многих интересует вопрос, можно ли ставить гебо-вязку на утепление. Есть разные мнения. Одни специалисты считают, что это невозможно, другие — что это возможно.
Согласно инструкции к чугунному стыку gebo конструкция рассчитана на работу при температуре +80 и давлении в пределах 1 МПа. Как отмечают опытные сантехники, по отзывам потребителей, муфта гебо на металлической трубе может работать качественно и работать с более высокими параметрами.
Например, этот штуцер незаменим в системе отопления, если конец первого стояка имеет резьбу, а конец второго не имеет резьбового участка.
Поэтому, чтобы не искать опытного сварщика или не обрезать резьбу, лучше использовать стык gebo, который можно приобрести в магазине сантехники. Цена: зависит от диаметра и материала изготовления.
Помимо систем отопления, эти безрезьбовые фитинги можно использовать для прокладки газовых и канализационных труб.
Анкерные элементы изготавливаются из чугуна, стали и нержавеющей стали.
Арматура предназначена для перевозки любым видом транспорта при соблюдении правил перевозки на этом транспорте.
Почему именно Гебо?
Соединить стояки трубопровода можно несколькими способами. Многие отдают предпочтение муфте Гебо, несмотря на то, что этот вид стыковки начали применять позже всех остальных. В чем секрет успеха и популярности коннектора?
Сборка бывает разная:
- простота установки. Его установку может произвести человек, имеющий невысокую квалификацию. Это значит, что каждый хозяин своими руками может соединить два и более стояка с помощью гебосов в одну централизованную систему, будь то водопровод или газопровод, канализация, отопление. Специальные навыки, уровень квалификации минимальны, так как при работе не требуется высокой точности подключения. Это связано с тем, что сайдинг — компенсируемого типа. Соединение стояков может допускать отклонение по оси в пределах 3⁰ (плюс-минус 0,5⁰);
- оригинальная конструкция элемента, в результате чего отсутствуют минимальные напряжения и не наблюдается общая усталость металла;
- длительный срок службы, который составляет 10 лет и более;
- высокие технические характеристики. То есть муфты используются в водопроводах, проводимых сжатым воздухом при наличии давления до 1 МПа (10 атм) и температурных показателей + 75-80⁰С. Допускается кратковременное повышение температуры до + 108-110. В газопроводах давление не должно превышать 4 атм.
Важно! Конструкция легко может закрепить стальной подступенок стальным или чугунным, металлический — пластиковым. При этом нет необходимости резать провода или приглашать паяльник. Если вам нужно заменить весь металлический участок трубопровода на аналогичный, только на новую трубу или на пластиковый вариант, нет лучшего способа, чем использовать соединительный элемент.
Необходимые материалы и приспособления олово и другие
Для работы с медными трубами необходимы следующие инструменты:
- труборез, ножовка по металлу или шлифовальный станок с тонкими дисками;
- станок для снятия фасок;
- расширитель трубы (расширитель);
- паяльный флюс;
- сварка;
- паяльник для меди, например пропановая горелка для пайки медных труб;
- прорезиненные перчатки;
- бумажные полотенца.
Для резки трубы используются труборезы различных размеров. Более крупные экземпляры имеют большой радиус поворота, неудобны в использовании в труднодоступных местах, поэтому при необходимости разрезания участка на уже смонтированной водопроводной сети применяется небольшой труборез. Вы можете разрезать трубу ножовкой по металлу или болгаркой с тонким диском, но лучше резать можно только с помощью трубореза.
После резки трубы заусенцы убираются. Это необходимо для того, чтобы не было турбулентности потока жидкости в системе. Когда нет препятствий, водопровод не перегружен и работает как часы.
Перед пайкой меди концы трубы полируются мелкозернистой наждачной бумагой, которую можно приобрести в строительных магазинах. Обе поверхности очищают перед пайкой, иногда для этого используются небольшие щетки диаметром 22 мм, которые подходят практически к любой трубе. Для очистки ножка щетки вставляется в отвертку или дрель, с помощью которых процесс осуществляется быстрее и качественнее.
На гладкую и полированную внешнюю поверхность наносится флюс, который предотвращает окисление меди.
Стрим могут использовать несколько производителей, например Sanha
Для защиты рук используют резиновые перчатки, так как при резке меди и заусенцев образуется множество мелких металлических элементов, которые кусают кожу, как занозы. Также при очистке поверхности дрелью вращающаяся щетка пережевывает тканевые перчатки.
Чтобы правильно паять медь, следует учитывать, что с момента зачистки и нанесения флюса на припой должно пройти не более получаса, в противном случае зачистку необходимо повторить заново. Если флюс наносится кистью, на поверхности не должно быть щетины или волосков, иначе соединение не будет герметичным и после подачи воды по трубопроводу будет течь.
После того, как труба вставлена в раструб, остатки флюса салфеткой не удаляются полностью, он остается на стыке в виде кромки 1-2 мм, и сварной шов втягивается сварным швом внутрь — капиллярный эффект Он активирован. Сначала горелка нагревает стык, при этом влага между стенками испаряется. Затем горелку зажигают второй раз, постепенно медь нагревается, и поток приобретает водонепроницаемость. В это время припой кладется на лицевую сторону, припой занимает место, при этом расплавленный сплав стекает вниз, затвердевая в процессе движения. Образовавшиеся снизу лишние металлические выступы отделяются друг от друга. Есть много способов припаять медь.
Что собой представляют и для чего они нужны
Продукция востребована комбинацией железных труб. Они нужны, когда нет возможности выполнить резьбонарезные или сварочные работы.
Элементы свободно размещаются на конце канала и фиксируются зажимной гайкой, а с другой стороны детали используются различные варианты соединения: резьбовое, та же накидная гайка, угловая конструкция (на фото) и т.д.
Обжимные изделия называются из-за наличия обжимного кольца (или двух), через которое осуществляется процесс опрессовки трубы. Трещина, как называют ее умельцы, обжимает трубу под давлением гайки, накрученной на ниппель соединителя.
В результате получается соединение без сварных швов и резьбы. Такие кольца еще называют цанговыми. Материалом для этого важного элемента, способного выдержать сильную нагрузку, чаще всего является разрезное латунное кольцо, а иногда и специальная разъемная втулка.
Область применения
Компрессионный соединитель (другое название компрессионного фитинга) используется в коммуникациях для различных целей:
- Частный дом.
- Многоэтажные дома.
- Сервисные сети.
- Промышленные трубопроводы.
им удобно монтировать стыки в угловых отводах, на ответвлениях, при стыковке швеллеров разного диаметра. Устройство незаменимо при ремонте трубопроводов, когда резьба гниет в стыках и нет возможности снова ее перерезать.
Если пресс-фитинги создают постоянное соединение, обжимные фитинги позволяют быстро разобрать агрегат и провести ремонтные работы, что является большим преимуществом.
С помощью запорных элементов монтируются не только металлические каналы, но и металлопластиковые каналы. Соединители устойчивы к любой рабочей среде: горячий пар, вода, газ, нефтепродукты.
Технические характеристики
Рабочие параметры арматуры следующие:
- Внутренний диаметр или номинальное отверстие.
- Диапазон рабочих температур транспортируемой среды.
- Давление в трубопроводе, которое может выдержать устройство.
Как правило, большинство из них, в зависимости от материала изготовления, работают при температурах от -50 ° до + 250 °, давлении 1,6 МПа, с диаметром отверстий до 100 мм.
Строение и принцип работы
Конструкция изделия представляет собой муфту с резиновыми фитингами и прокладками на них, нажимное кольцо (или два), накидные гайки.
Цанга или зажимное кольцо размещается на конце трубы. Соединение происходит благодаря давлению гайки, навинченной на кольцевую гайку и уплотнительную прокладку (фото). Гайка затягивается разводным ключом.
В зависимости от комплектации напорная арматура выпускается следующих типов:
- Угловые конструкции.
- Футболка.
- Переходы для стыков с трубами разного диаметра.
- Арматура.
- Шипы.
Пайка меди, почему стоит этому научиться
Использование медных труб для водоснабжения помещения ограничивается дороговизной материалов. Но медь и сплавы на ее основе обладают большей эластичностью, что позволяет изготавливать магистрали сложной геометрической формы без риска разорвать стены.
Химическая инертность материала позволяет размещать водопроводные и отопительные трубы в толще бетонных стен или перекрытий, не опасаясь коррозионного разрушения металла.
Технология пайки медных труб не требует использования агрессивных химикатов для удаления оксидного слоя с поверхности. Легкоплавкие сплавы на основе олова и свинца обладают более высокой адгезией к меди, что упрощает процедуру выбора материала соединения.
При пайке медная основа не нагревается до высоких температур, что вызывает образование соединений с кислородом воздуха. Трубка не деформируется при обработке; при необходимости образовавшийся стык разъединяют, нагревая шов переносной газовой горелкой.
Способ #2: соединение накатными канавками (Roll Groove)
Трубопроводы, образованные соединением концевыми пазами (канавками качения), давно практикуются при устройстве спринклерных (оросительных) систем пожаротушения. С 1925 года этот совершенно надежный метод соединения труб используется на стальных и железных линиях отопления, вентиляции, кондиционирования и других системах.
Между тем, аналогичный метод механической обработки канавок доступен и для медных труб диаметром от 50 до 200 мм. Набор для накатки содержит:
- суставы
- прокладки,
- разнообразная фурнитура.
Механическая система с рифленой канавкой предлагает практичную альтернативу пайке медных труб большого диаметра. Следовательно, метод прокатки канавок не требует дополнительного нагрева (использования открытого пламени), как в случае пайки твердыми или мягкими сплавами.
Канавка качения на конце медной трубки является одним из основных элементов метода прокатки канавок. Измерение после прокатки определяет подходящий монтаж
Рифленая канавка основана на пластических свойствах меди и повышенной прочности этого металла во время холодной обработки. Проект предполагает герметичность системы запирания, для чего используется уплотнение из синтетического эластомера (EPDM — этилен-пропилен-диен-метиленовый) и специально разработанный зажим. Многочисленные производители по всему миру предлагают инструменты для создания рифленых соединений: прокладки, хомуты, фитинги.
В конструкции стыков, выполненных методом «роликовой канавки», используются фитинги различных размеров и рабочие зажимы с прокладками»
Подготовка и выполнение соединения накатной канавкой
Как и в случае других процессов соединения меди без пайки, правильная подготовка конца трубы имеет первостепенное значение для создания прочного герметичного соединения. Выбор подходящего инструмента для обработки канавок для каждого типа медной трубы также очевиден. Следует соблюдать рекомендации производителя, чтобы обеспечить безопасную и беспроблемную подготовку этих типов соединений.
Таблица допустимых давлений и температур для данного типа подключения
| Тип соединения | Диапазон давления, кПа | Температурный диапазон, ºC |
| Канавка с накаткой, D = 50,8 — 203,2 мм, тип K, L | 0–2065 | минус 35 / плюс 120 для K
минус 30 / плюс 80 для L |
| Канавка с накаткой, D = 50,8 — 101,2 мм, D = 50,8 — 203,2 мм Тип M | 0–1725 | минус 35 / плюс 120 |
| 0–1375 | минус 30 / плюс 80 |
Пошаговая сборка узла паза с накаткой:
- Обрежьте концы медных труб точно перпендикулярно оси.
- Удалите заусенцы после резки и снятия фаски.
- Роликовые канавки желаемых размеров в соответствии с требованиями производителя фитинга.
- Осмотрите фитинги, прокладки, зажимы на предмет повреждений.
- Смажьте уплотнения в соответствии с рекомендациями производителя.
Перед окончательной сборкой проверьте запирающие поверхности на чистоту и наличие мусора. Соберите соединение согласно рекомендациям производителя.
Фрагмент узла, практически собранный методом «раскатки канавки». Упругие уплотнения зажимного кронштейна обрабатываются небольшим количеством смазки перед окончательной посадкой медных труб
Окончательную затяжку зажимных гаек следует производить с требуемым моментом затяжки в соответствии с рекомендациями производителя. После затяжки винтов еще раз осмотрите зону фиксации, чтобы убедиться в правильности сборки узла.
Тестирование законченной системы с накатными канавками
Тестирование всей системы трубопроводов может быть выполнено путем подачи в систему давления воздуха или воды. Также не исключен гидропневматический метод при приложении относительно высокого испытательного давления.
Однако следует иметь в виду, что значение испытательного давления не должно превышать максимально допустимое рабочее давление, указанное производителем системы канавок качения.
Как выполняется соединение медных труб с пайкой и без неё

Даже с учетом того, что полимерные трубы используются все чаще, изделия из металла по-прежнему пользуются немалым успехом. Обычно в качестве металла используют медь, латунь и сталь. Медь лучше с точки зрения устойчивости к коррозии и высоким температурам. Собственно, о подключении медных труб и пойдет речь в этой статье.
Несмотря на то, что медные трубы отличаются высокой стоимостью с учетом всех характеристик материала, их использование вполне оправдано.
Прежде всего, перед тем, как соединять медные трубы, стоит определиться, как их соединить, пайкой или иным способом.
Соединение труб при помощи пайки
Рассмотрите возможность соединения медных труб с фитингами с последующей пайкой, которая может быть при низких и высоких температурах. По первому способу сварка проводится при температуре 300 ºС. Второй способ применяется при устройстве систем с повышенными нагрузками промышленного назначения.
Соединения действуют как соединители для медных труб; Также требуются оловянно-свинцовый припой и флюс.
Технология пайки труб будет следующей:
- В первую очередь нарезается труба определенного размера. Этот процесс нужно проводить аккуратно, учитывая размеры имеющейся фурнитуры.
- Концы трубы следует осмотреть — на них не должно быть таких дефектов, как зазубрины, трещины или заусенцы. Если их не устранить, то после завершения всех работ возникнут проблемы с герметизацией соединения.
- Убедившись, что концы чистые, можно начинать соединение. В связи с тем, что будет соединено несколько труб, и они могут быть с разным сечением, следует подбирать фитинги соответственно.
- Кроме того, конец трубы и внутренние стенки стыков необходимо обработать флюсом, который обезжирит поверхности для достижения наивысшего качества соединения.
- Теперь конец трубки ввинчивается в соединитель медной трубки и нагревается. Его нужно подбирать так, чтобы сечение было больше сечения трубы на 1-1,5 см. Трубы обогреваются газовой горелкой. Пространство между трубой и стыком заполнено расплавленным сварным швом. В настоящее время на рынке можно найти любой вид сварки, соответствующий вашим потребностям, поэтому проблем с выбором возникнуть не должно.
- После равномерного распределения припоя по окружности соединяемые детали нужно оставить до полного застывания.
- На последнем этапе вам нужно проверить соединители медных труб и всей системы, пропустив через них воду. В это время не только проверят систему, но и очистят ее от остатков флюса, которые со временем могут вызвать коррозию металла.
Герметичная стыковка медных труб без пайки
Кроме того, следует отметить, что, несмотря на то, что соединение труб сваркой считается в большинстве случаев наиболее надежным методом, все же бывают ситуации, когда использовать этот способ нет возможности. В таких случаях можно прибегнуть к соединению бесшовных медных труб. Для обеспечения надежного соединения из-за блокирующего эффекта, возникающего при резьбовых соединениях, потребуются специальные фитинги.
В этом случае подключение производится в следующей последовательности:
- Сначала отсоединяется арматура, которая часто состоит из двух частей.
- На трубку надевается один из элементов. Обычно это гайка и стопорное кольцо.
- Далее в штуцер продевается трубка и затягивается гайка.
Обычно такая фурнитура комплектуется подробной инструкцией, которую необходимо соблюдать в обязательном порядке, иначе выполненная работа будет некачественной.
Стоит отметить, что перед тем, как соединять бесшовные медные трубы, стоит осознать все риски, так как качественное соединение получить достаточно сложно. Категорически не допускаются минимальные перекосы соединяемых деталей, в противном случае серьезно нарушается технология. Чтобы резьбовое соединение получилось максимально плотным, рекомендуется дополнительно заделать его специальной резьбой. В этом случае следует убедиться, что они не попадают внутрь трубы, так как впоследствии вода может не проходить через систему должным образом.
Обязательные правила соединения
Для любого типа подключения список выполненных работ будет выглядеть так:
- Подключаемые трубы должны быть из одного металла. В случае, если вам необходимо соединить медную трубу с трубой из любого другого материала, нужно определиться с желаемым способом подключения. Например, сварочный метод нельзя использовать для соединения медных и поливинилхлоридных труб.
- При соединении медной трубы со стальной трубой медная труба должна быть размещена после стальной трубы.
- Будьте предельно осторожны при затяжке резьбового соединения, особенно если у вас тонкостенные трубы.
- Чтобы правильно определить объем необходимой сварки, кусок проволоки должен иметь длину окружности паяемой трубы.
- Для труб отопления больше подойдет специальная горелка. Вы, конечно, можете использовать простую паяльную лампу, но в этом случае нужно быть готовым к перегреву стыка, и весь рабочий процесс несколько усложнится.
- Не секрет, что медные трубы — довольно дорогой материал. В связи с этим еще до выполнения работ не лишним будет произвести предварительные расчеты количества необходимого материала. Однако помните, что все соединительные детали тоже имеют свои размеры, поэтому их нужно учитывать.
В заключение не лишним будет отметить, что соединение медных труб — это технологически процесс средней сложности. Если вы занимаетесь этой работой впервые, то нужно быть готовым к тому, что могут возникнуть некоторые нюансы. Чтобы разобраться в процессе и получить о нем максимально полное представление, не лишним будет обратиться за советом к профессиональным операторам или хотя бы ознакомиться с доступными видеоматериалами.