
- Инверторный сварочный аппарат
- Устройство электрода для сварки и наплавки
- Толщина покрытия
- Материал сердечника
- Специальные типы электродов
- 4. На что обращать внимание при выборе
- Выбор электродов по толщине материалов
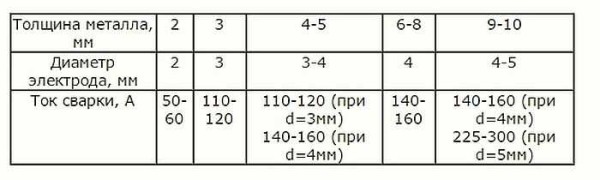
- Таблица 1: Рекомендации по выбору диаметра электрода в зависимости от толщины свариваемых деталей (сварочный трансформатор)
- Таблица 2: Рекомендации по определению силы тока в зависимости от диаметра электрода
- Таблица 3: Рекомендации по выбору диаметра электрода в зависимости от толщины свариваемых деталей (сварочный трансформатор)
- Выбор маски для сварки
- Самые популярные марки электродов для инверторной сварки
- Как выбрать диаметр электрода, как его подключить и какую выставить силу тока
- Сила тока при сварке
- Какими электродами варить алюминий
- Электроды зарубежных производителей
- С чего начать новичку, который приобрел сварочный аппарат инверторного типа?
- Таблица 4: Типы конструкции электродов, используемые для выполнения сварочных работ
- Рейтинг сварочных электродов
- Таблица 5: Рейтинг электродов для инверторов
- Таблица 6: Рекомендации профессионалов по использованию электродов по назначению
- Преимущества популярных марок электродов
- Электроды для сварки инвертором: какие марки лучше выбрать в 2021-2022 году?
- 1) Лучшие электроды для инверторной сварки для новичков
- А) АНО-4
- Б) UTP 65D
- 2) Электроды для бытовой сварки
- А) УОНИ-13/55
- Б) МР-3
- 3) Прутки на нержавейку
- А) НЖ-13
- Лучшие сварочные электроды с основным покрытием
- УОНИ 13/55
- Kobelco LB-52U
- ОЗЛ-8
Инверторный сварочный аппарат
Известны аппараты дуговой сварки, использующие обмотки для понижения напряжения. На силовую обмотку подается напряжение 220 В. Напряжение снимается со вторичной обмотки.
► КПД обычных устройств невысокий. Около 10… 12% уходят на работу, остальная энергия тратится впустую.
В инверторах используется принцип импульсной мощности. В зависимости от длительности импульсов изменяется среднее значение электрического тока, подводимого к зоне сварки.

Масса аппарата в 10… 12 раз меньше, чем у обычных сварочных трансформаторов. Большинство инверторов обеспечивают постоянный ток, что способствует стабильной дуге при сварке металлов.
Устройство электрода для сварки и наплавки
Сердечник любого сварочного электрода — это металлический стержень. Когда подается электрический ток и образуется дуга, сердечник нагревается и плавится. На поверхности есть покрытие, оно плавится даже при высокой температуре нагрева. Он образует слой, предотвращающий попадание кислорода из воздуха в зону плавления.
Для формирования лайнера используются разные типы лайнера:
- основной тип, применяемый для многократной сварки швов. Перед проведением сварочных работ требуется отжиг или сушка при температуре не ниже 175… 180 ⁰С;

- кислотный тип используется для сварки деталей с оксидной пленкой и ржавчиной. Удаление накипи необходимо производить после завершения сварки. Прокаливание при температуре 180… 220 ⁰С;

- рутилового типа, в составе присутствует оксид титана. Для большинства работ по ручной дуговой сварке это наиболее подходящий вариант. Требует удаления остатков покрытия, имеет ярко выраженную кислотную реакцию. Краски на алкидной основе не могут прилипать к поверхности шлака. При попадании во влажную среду его необходимо включать при температуре не ниже 185… 200 ⁰С;

- целлюлозного типа, в составе присутствуют органические вещества (кукурузная или древесная мука, целлюлоза, органические смолы). Такие электроды маркируются Е42… Е50 с разными буквенными обозначениями. Работает на постоянном токе. Прокаливание при температуре не выше 110… 120 ⁰С.

Для инверторных устройств рекомендуется использовать кислотные и рутиловые электроды. Основной вид используется редко, лук сложно удерживать. Прихотливое поведение не позволяет получить качественный сварной шов.
В быту также ограничено использование расходных материалов с целлюлозным покрытием, цена достаточно высока.
Толщина покрытия
На практике толщина покрытия на поверхности электродов определяется в мм:
- 0,8… 1,8 — тонкое покрытие. Они используются максимально широко. Именно такую толщину имеют до 90% выпускаемой продукции.
- 2,0… 3,6 — средняя толщина. Такие электроды используются для сварки ответственных деталей, рассчитанных на динамическое нагружение с резко меняющимися нагрузками.
- 4.0… 6.0 — большая толщина. Электроды используются для ответственных работ: сварки трубопроводов с высоким давлением внутри. При переноске в агрессивной среде.
Материал сердечника
Большинство электродов изготовлено из низкоуглеродистой стали. Он содержит не более 0,72… 0,78% углерода. Металл:
- Относительно легко растворяется. Температура в зоне дуги находится на уровне 1750… 1950.
- Шпиндель заполняет отведенное ему пространство. Он стекает в полости, образовавшиеся при нагреве.
- Нагрев близок к температуре кипения, поэтому расплавленная смесь снижает температуру плавления.
Ковкий чугун используется для сварки высокоуглеродистых сталей и чугунов. Однако есть особенности при сварке серого чугуна. Необходимо предварительно нагреть материалы до аустенитного состояния (730… 850). После завершения процесса обеспечьте медленное охлаждение. Если происходит быстрое охлаждение, около сварных швов образуется белый чугун. Обладает высокой хладноломкостью.
Марганцовистая сталь используется для сварки легированных материалов. Используются основные и целлюлозные покрытия.
Для сварки труб из нержавеющей стали используется нержавеющая сталь. Также используются сплавы, содержащие марганец и медь.
Специальные типы электродов
Для сварки нержавеющих и высоколегированных сталей используются электроды, не горящие в процессе сварки. Они просто создают арку. Здесь используются присадочные нити, которые плавятся и попадают в зону нагрева.
В таких технологиях используется титан. Выдерживает температуру выше 2200 ⁰С. Набивная резьба выполнена из нержавеющей стали 18ХН9Т. Температура плавления 1340… 1380.
При пайке изделий из сплавов в качестве присадочного материала используются проволока ХВС, ХВГ, ХС12, ХН9Т и другие. У них температура плавления 1420… 1510.
Для тугоплавких сталей применяются заправочные стержни из ХНГ, 12ХВ10Т, Т10ХВ. Эти сплавы плавятся при температуре 1670… 1820 ° С.
4. На что обращать внимание при выборе
Выбор диаметра электрода определяется толщиной материала. Например, сварка широких стен требует больше времени и расходных материалов. Чем он толще, тем дольше проработает в непрерывном режиме, тонкий электрод в этом случае быстро выгорит. Специалист может рассчитать продолжительность процесса и размер шва. Так, например, сварка уголков или фасонных труб не требует строгого соблюдения требований к герметичности, поэтому для работы на инверторную сварку можно использовать универсальные электроды от 0,5 до 2 мм. Для сложных фрезерных сварочных работ с толстыми элементами конструкции или профильными опорами для сборки требуются элементы большего диаметра.
Выбор внешнего вида так же важен, как и надпись на упаковке. Сухая поверхность элемента, которую необходимо растянуть. Исключены набухание, дряблость и все виды пор. Иногда допускаются продольные трещины, неровности и задиры определенного размера — эти значения следует проверять по ГОСТу.
Упаковка должна представлять собой водонепроницаемые бумажные или картонные коробки в герметичной полиэтиленовой пленке. В поле указаны свариваемые материалы, текущие значения и особые условия процесса сварки. Обозначение электродов обязательно согласно принятой маркировке. Их потребление тоже написано. На практике этот параметр довольно условен: на разных материалах и конструкциях для разных целей расход одного и того же расходного материала может быть разным.
Выбор электродов по толщине материалов
Технологическое назначение диаметра электродов зависит от толщины соединяемых сваркой деталей. Теоретически нагрев места, где происходит соединение, зависит от силы тока и диаметра стержня. При небольших размерах детали использование больших рабочих элементов не требуется. При работе с массивными деталями тепло, выделяемое дугой, распределяется по массе. Чем толще площадь, тем больший тепловой поток может перейти к периферии.
Для небольших изделий работа с перегревом приводит к возгоранию металла. Избыточное тепло не может распространяться в разные стороны. Рождается брак. Обгоревшие части теряют прочность и товарный вид.
Таблица 1: Рекомендации по выбору диаметра электрода в зависимости от толщины свариваемых деталей (сварочный трансформатор)
| Толщина материала, мм | 0,6… 1,2 | 1,2… 2,2 | 2.3… 3.3 | 3,4… 5,0 | 6,0… 12,0 | Более 13,0 |
| Рекомендуемая толщина (диаметр) электрода, мм | 0,6;
0,8; 1.2 |
1,2;
1,5; 1,8; 2.0 |
2.0;
2,5; 3.0 |
3,0… 4,0 | 4,0… 5,0 | 5,0… 6,0 |
Для возникновения дуги необходимо приложить определенное количество тока. Только тогда происходит локальный нагрев и, как следствие, переход металла в зону нагрева и плавления деталей и электрода.
С увеличением диаметра стержня требуется большая плотность потока энергии, направляемого в дугу. Поэтому сварщики выбирают силу тока, ориентируясь на размер электродов.
Таблица 2: Рекомендации по определению силы тока в зависимости от диаметра электрода
| Диаметр используемого электрода, мм | 0,6 | 0,8 | 1.2 | 1.5 | 1,8 | 2.0 | 2,5 | 3.0 | 4.0 | 5.0 | 6.0 |
| Сила тока, А | 8… 16 | 12… 20 | 18… 36 | 20… 40 | 24… 45 | 38… 65 | 58… 85 | 65… 120 | 95… 165 | 140… 205 | 195… 320 |
Следует отметить, что все эти рекомендации действительны для обычных трансформаторов. Что касается инверторов, можно увидеть и другие показатели.
Таблица 3: Рекомендации по выбору диаметра электрода в зависимости от толщины свариваемых деталей (сварочный трансформатор)
| Толщина материала, мм | 0,6… 1,2 | 1,2… 2,2 | 2.3… 3.3 | 3,4… 5,0 | 6,0… 12,0 | Более 13,0 |
| Рекомендуемая толщина (диаметр) электрода, мм | 0,6;
0,8; 1,2; 1,5; 1,8 |
1,2;
1,5; 1,8; 2.0; 2,5; 3.0 |
2.0;
2,5; 3.0; 4.0; 5.0 |
3.0;
4.0; 5.0 |
3.0;
4.0; 5.0; 6.0 |
5.0;
6.0 |
Внимание! Вы можете сваривать более толстым электродом. Устойчивая дуга зажигается в течение 0,1… 0,2 с. За это время свариваемые детали нагреваются, определенное количество металла передается от электрода к деталям, которые необходимо соединить между собой.
Опытные сварщики поддерживают дугу в тепловом и тусклом режимах. Поэтому тонкие детали можно сваривать электродами, диаметр которых превышает традиционные рекомендации.
Сила тока выбирается в тех же значениях, что и раньше. Их нельзя опускать, электрод будет «прилипать» к металлу. Специалисты обычно устанавливают ток на верхнем пределе. Они умеют владеть луком. Стоя рядом с ними, можно почувствовать, как идет сварка. Звук напоминает трель дятла. Таким образом, прерывистый режим позволяет избежать пригорания тонких деталей.
Новичку стоит потренироваться держать электрод на расстоянии 8… 12 мм от точки пайки. Задача усложняется еще и тем, что длина стержня уменьшается по мере работы.
Выбор маски для сварки
Говоря о современном процессе, нельзя не прикоснуться к защитной маске. До недавнего времени чаще всего использовались маски, в которые устанавливались витражи. Руки сварщика были в нужном месте до того, как возникла дуга. Только некоторый опыт помог точно сориентировать положение стержня и свариваемых деталей.
Появление масок-хамелеонов полностью изменило подход к процессу. Теперь, пока не загорится дуга, вы можете наблюдать, где находится стык, который вы хотите сварить. Несложно точно расположить наконечник электрода в нужном месте, поцарапать им поверхность и зажечь искру. Когда дело доходит до увеличения яркости бликов, стекло автоматически темнеет. Глаза сварщика защищены от ожогов.
На современных масках вы можете настроить продолжительность «слепого» состояния, время, в течение которого стекло остается темным и процесс пайки завершен. Оптимальный режим достигается специальными регуляторами.
В масках-хамелеонах используется батарея. Заряжается солнечным светом. При сварке взимается дополнительная плата. Перед нанесением маски рекомендуется оставить маску на солнце не менее 10-15 минут. Тогда аккумулятор будет заряжен, и ваша работа станет безопаснее.
Самые популярные марки электродов для инверторной сварки
Стоит отметить, что на сегодняшний день существует значительное количество электродов всех типов. Китайские, японские, американские и российские электроды: как не потеряться во всем этом разнообразии?
Поэтому мы решили выделить наиболее популярные марки инверторных сварочных электродов:

УОНИ-13/15 — как было сказано выше, эти электроды используются для сварки ответственных металлоконструкций. Сварной шов, полученный с использованием электродов УОНИ, обладает высокой прочностью на разрыв и надежностью.
МР-3С — электроды этой марки могут использоваться для сварки как переменным, так и постоянным током. Такие электроды не очень требовательны в работе, поэтому могут сваривать даже плохо подготовленный металл: с ржавчиной или мокрый.

АНО — электроды АНО на протяжении многих лет пользуются наибольшей популярностью среди других. Электроды этой марки хорошо воспламеняются, их не нужно прокаливать в духовке так часто, как электроды других марок. По этой причине электроды АНО лучше всего подходят для обучения приготовлению с помощью инвертора.

Также при выборе электродов для инверторной сварки важно учитывать толщину металла и некоторые другие характеристики. Если металл тонкий, сварочные электроды не должны быть слишком толстыми (не более 2 мм при толщине металла 2-3 мм). В этом случае сварочный ток можно использовать как можно меньше, чтобы не прожечь в металле дыру.
Как выбрать диаметр электрода, как его подключить и какую выставить силу тока
Выбор марки инверторных электродов — это еще не все. Даже если вы приняли решение, остается как минимум три вопроса:
- какой диаметр электрода использовать при сварке;
- какой ток установить;
- какой «+» или «-» выход для подключения электрода.
Все по порядку. Начнем с того, какой диаметр электродов нужен для сварки. В целом целесообразно исходить из толщины свариваемых металлов: для малых толщин берется электрод с диаметром, равным диаметру металла. Если вы свариваете металл толщиной 3 мм, электроды будут одинакового размера. Если вы готовите что-то более толстое, возьмите 4 мм соответственно. Но новичкам будет сложно работать с большими электродами. Начинаем осваивать сварку с металла толщиной 3-4 мм. Для этого используют электроды 3мм, или, как говорят, «тройку».
Общие рекомендации по выбору диаметра электрода по толщине металла
По поводу того, к какому выходу подключать электроды. В спецификациях на упаковке, скорее всего, указано, для какой полярности предназначен электрод. После повторного подключения к положительному выходу подключите электрод к отрицательной клемме, которая прикреплена к детали. При прямой полярности сбоку насаживается плюс, на электрод — минус. Как это выглядит на сварочном инверторе, показано на фото.

Прямая и обратная полярность подключения на сварочном инверторе
Чем отличаются эти два типа подключений? Поток электронов имеет другое направление. Как известно, электроны движутся от «минуса» к «плюсу». Поэтому при пайке получается, что элемент, подключенный к «+», нагревается сильнее. Изменяя режимы подключения, можно контролировать интенсивность нагрева металла.
Рассмотрим несколько ситуаций. Например, у вас электрод 3 мм, металлический 2 мм. Если на деталь нанести «+», может произойти выгорание. Поэтому в этом случае лучше использовать обратную полярность, при которой электрод нагревается сильнее всего. Если вы хотите сварить такой же тройкой металл толщиной 6 мм, лучше делать это на прямой полярности: так нагрев металла будет глубже, а шов — прочнее.
Как выбрать инверторный сварочный аппарат читайте здесь. Возможно, вам будет интересно построить забор из профнастила.
Сила тока при сварке
Обычно при установке электрода сварочный ток для инвертора устанавливается в соответствии с диаметром используемого электрода. В общем, на каждую упаковку есть рекомендации, но можно и без них: на каждый миллиметр в диаметре берут 20-30 ампер тока. Получается достаточно широкий ассортимент, но тогда все равно нужно учитывать, как вы будете укладывать шов: с пробором или без него. Для сварки без отрыва устанавливаются меньшие токи, с отрывом — большие.

Какой ток нужно варить с разными электродами (общие рекомендации, подбирайте точно опытным путем)
Например, для электрода диаметром 3 мм расчетный ток получается от 60 А до 90 А. Фактически они работают в диапазоне от 30 А до 140 Ампер. При сварке без отрыва устанавливается ток порядка 70-90 А, с отрывом — 90-120 А. Эти параметры могут «ходить» в обе стороны: это также зависит от скорости движения кончика электрода, от марки и «текучести» свариваемой стали, от положения шва (для вертикального и горизонтального шва ставят чуть меньше, для потолка — еще меньше).
В общем, рекомендуемые производителем токи также далеки от требований. Начните с них, затем выберите так, чтобы вам было удобно работать и шов получился хорошим. Следует получить качественное соединение и экспериментально подобрать соотношение силы тока к скорости движения. В этом случае ориентируйтесь на условия сварочной ванны. Она ваш главный показатель качества.
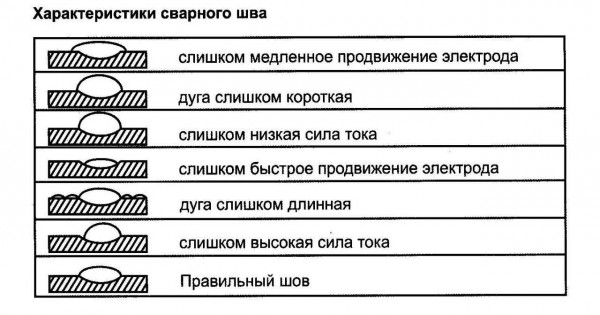
Ошибки, которые могут возникнуть при сварке
Теперь вы знаете не только, как выбрать электроды для инверторной сварки, но и как их подключать, какого диаметра они нужны для этой работы и как подбирать ток для каждого типа электрода и шва. Теперь немного поговорим о держателях электродов.
Какими электродами варить алюминий
Алюминий и его сплавы сложно приготовить. Обычно используется один из 2-х методов:
- Сварка TIG — требуются неплавящиеся вольфрамовые электроды.
- Сварка MMA (ручная дуга) — с использованием покрытых электродов, таких как OZANA или OZA.
Также прибегают к полуавтоматической сварке (MIG), но тогда вместо электродов используют сварочную проволоку.
Электроды зарубежных производителей
На отечественном рынке большую популярность приобрели электроды ЭСАБ. Особенностью электродов шведского производителя является то, что их маркировка начинается с обозначения «ОК», за которым следуют 4 цифры. Среди большого разнообразия моделей электродов этой марки наиболее популярны следующие.
- ОК 46.00. По своим характеристикам они очень похожи на отечественную продукцию МР-3. С помощью инвертора они могут сваривать углеродистые и низколегированные стали на постоянном и переменном токе. При их использовании гарантировано высокое качество получаемого компаунда.
- ОК 48.00. Используются исключительно на постоянном токе и используются для монтажа особо ответственных конструкций.
- ОК 53.70. Они относятся к специализированному типу, с их помощью выполняют сварку корневых ходов, стыков стыков труб.
- ОК 61.30 и 63.20. Их используют для инверторной сварки деталей из нержавеющей стали, но перед их покупкой важно уточнить, подходят ли они для работы с интересующим вас типом металла.
- ОК 68.81. С помощью продукции этой марки инвертор сваривает детали из стали неопределенного качества, а также трудносвариваемых качеств.
- ОК 96.20. Они работают с чугуном, а также соединяют чугунные детали со сталью.
- ОК 92.60. Предназначен для сварки алюминиевых изделий, его сплавов с помощью инвертора.
Кстати, в ассортименте электродов этой марки есть и изделия, которые можно использовать для пайки меди и ее сплавов.

Виды сварочной дуги при сварке электродами
С чего начать новичку, который приобрел сварочный аппарат инверторного типа?
После покупки припоя многие на какое-то время боятся начинать им пользоваться. Страшно многое, особенно сложно побороть страх, что ничего не получится. Часто новички не знают, какие электроды лучше использовать для инверторной сварки. В магазинах большой выбор. К сожалению, производители не всегда могут дать достаточно подробный совет по использованию электродов. У них другая задача: продать более дорогой товар.
На каждой упаковке, помимо общего названия, есть указание типа конструкции электрода. Руководствуясь ими, можно понять, для каких работ предназначен тот или иной расходный материал.
Таблица 4: Типы конструкции электродов, используемые для выполнения сварочных работ
| Обозначение сварочного и наплавочного электродов | Назначение электродов | Типы конструкции электродов |
| U (универсальный) | Применяется для сварных соединений: + низкоуглеродистые стали; среднеуглеродистые стали; + конструкционные стали нормального качества + легированные стали с низким содержанием легирующих элементов. Предел прочности на разрыв 500… 600 МПа. |
E36; E36A… E36MH; E37… E37AX; E38; E38X; E38A… E38V; E42… E42A; E42H… E42 MX; E46… E46MH; E50… E50A; E52… E52B; E55… E55B; E60… E60AX. |
| H (чугун) | Применяется для сварных соединений: + высокоуглеродистые стали; + серый чугун; + ковкий и модифицированный чугун. Предел прочности на разрыв 400… 500 МПа. |
E32CH… E36CHH; Э45Ч… Э50АН; ОЗЧ2… ОЗЧ5; Э14Х11М… Э16ХМС; 4… ЦЧ8. |
| L (легированные стали и сплавы) | Применяется для сварных соединений: + высокоуглеродистые стали; + легированные конструкционные стали. Предел прочности на разрыв 600… 680 МПа. |
E65; E67A E70 (E70V, E70X); E85; E100 E100A (E100B); E125B; EE150 (E150B). |
| Т (огнеупорный) | Применяются для соединения сваркой тугоплавких и жаропрочных сталей и сплавов. Предел прочности на разрыв 450… 650 МПа. | EO9M (EO9MH, EO9MA); EO11M (EO11MH, EO11MAH); ОЗЧ2… ОЗЧ5; EO22 (EO22MH, EO22MAH). |
| B (высоколегированный) | Применяются для соединения путем сварки высоколегированных и жаропрочных сталей и сплавов. Предел прочности на разрыв 600… 700 МПа. | E12X10… E18HGS; Э14Х11М… Э16ХМС; 12… НЖ15; ОЗЧ2… ОЗЧ5; ОЗЛ3… ОЗЛ8; CL12… CL15. |
| N (осаждение металла на поверхности) | Нанесение износостойких покрытий на стальные поверхности из низко- и среднеуглеродистых сталей. Окончательное разрывное усилие не ограничено. | Э10Г… Э12ГМ; E14G… E18MH. |
Анализируя данные в таблице, можно установить, что некоторые модели могут использоваться для разных видов работ.
На практике более широкое распространение получили обозначения состава смеси:
SSSI 13/55 — предназначен для сварки в основной среде. Если поверхности очистить должным образом, они обеспечат качественный шов. Однако рекомендовать этот тип электродов могут только опытные сварщики. Новички часто не могут зажечь лук и удерживать его во время работы;
МП-3 — лучший образец рутилового покрытия. Лук воспламеняется легко, даже неопытная рука сможет сделать шов и сварить детали между собой. Этот вид предпочитают не только новички, их любят профессионалы;
ОК 63.34 — электроды предназначены для сварных соединений деталей из нержавеющей стали с повышенным содержанием ванадия, хрома, молибдена. Такой же тип можно использовать для сварки легированных сталей. При предварительном нагреве деталей получаются удовлетворительные результаты при работе с чугунами;
ОЗА-1, ОЗАНА, ОЗАНА-2, ОЗР, ОЗР-2 — электроды для сварки алюминиевых и магниевых сплавов с инверторами. Покрытие позволяет разрушить оксидную пленку и тем самым защитить зону плавления металла от проникновения кислорода. Практика показывает, что эти расходные материалы хорошо справляются со сваркой драгоценных и цветных металлов.;
Комсомолец-100 идеально подходит для обработки меди и ее сплавов (латунь, бронза).
Рейтинг сварочных электродов
На основании многочисленных наблюдений, а также опросов и конкурсов по производственным профессиям были выявлены следующие предпочтения сварщиков.
Таблица 5: Рейтинг электродов для инверторов
| Тип электрода | Общие особенности | Место в турнирной таблице |
| МП-3 | Самый простой в использовании. Ржавые стали легко свариваются. Обеспечьте надежный и прочный шов. |
1 |
| MR-3S | Удобно работать, легко зажигать дугу. Его можно сваривать без предварительной зачистки. Рекомендуется для сварки котлов и труб |
2 |
| УОНИ-13/55 | Для этого нужно удалить металл, пока он не станет блестящим. желательна предварительная обработка краев. Рекомендуется для критических подключений. Выдерживает высокие нагрузки (более 650 МПа). |
3 |
| Анус | Производство электродов было относительно недавним. Я нахожусь на стадии исследования. Дуга зажигается легко. Также проводится новичками. Их используют для изготовления металлоконструкций (беседки, теплицы и т.д.). Получается шов с пределом прочности на разрыв 450… 550 МПа. Перед использованием не требует прокалки. |
4 |
Таблица 6: Рекомендации профессионалов по использованию электродов по назначению
| Тип электрода | Общие характеристики, назначение | Примечания (править |
| CL-11 | Сварка серого чугуна. Сварка нержавеющей стали. Соединения из легированной и высокоуглеродистой стали |
— Дуга загорается с трудом. — Необходимо следить за качеством покрытия. — Перед использованием электроды рекомендуется отжигать. |
| АНО-4, АНО-6 | Используется для конструкционных сталей. Хорошее заполнение щелей и ванн в области свода. Требует очистки поверхности. |
— Дуга легко загорается. — При дефектах покрытия можно проводить сварку. — Требовательны к величине тока. Незначительное превышение оптимальных значений приводит к ожогам. |
| МР-3, МР-3С, ОЗС-4, УОНИ-13/45, АНО-21 | Электроды универсального применения. | Высыхает при увлажнении. |
| ОЗЧ-2, ОЗЧ-4 | Применяется для сварки ковкого и модифицированного чугуна. | требуется отжиг. |
Преимущества популярных марок электродов
Многие современные типы электродов для сварки с использованием инвертора обладают следующими преимуществами.
- Легкость сварки. При неправильном выборе таких электродов, исходя из состава материала сердечника, могут возникнуть трудности при сварке такими электродами.
- Качественная строчка. Этот параметр является наиболее важным при сварке и электроды указанных марок позволяют его поставлять. Используя такие электроды для инвертора, можно добиться качественных внутренних и внешних соединений, сварных швов выпуклой и вогнутой формы.
- Легкое отделение шлака. Шлак, полученный при сварке такими электродами, легко отделяется, что дает возможность сразу увидеть, какое качество сварного шва они обеспечивают.
- Можно сваривать корродированные детали. Конечно, изделия, покрытые слоем ржавчины, обжигаются очень редко, но эти электроды позволяют получить качественный и надежный шов и в этом случае.
- Процесс сварки безопасен для сварщика с точки зрения санитарно-гигиенических норм.

Электроды марки АНО от известного производителя ESAB
Электроды для сварки инвертором: какие марки лучше выбрать в 2021-2022 году?
Сразу хочу оговориться: в России бытует мнение, что качественными можно считать только зарубежных поставщиков расходных материалов. Эти мысли подтверждаются сборкой самих сварщиков. Если это все же косвенно связано с аппаратурой, то на электродах — явная иллюзия. Сварочные прутки изготавливаются по ГОСТу, поэтому по качеству ничем не уступают зарубежным аналогам.
1) Лучшие электроды для инверторной сварки для новичков
Вопрос для новичков о лучших электродах для инверторной сварки возникает все чаще, поэтому мы начнем наш оценочный анализ с тройки лучших. Предпочтение следует отдавать стержням, напыленным рутилом. Логика элементарная: такие электроды проще использовать на практике. Ниже я представлю топ-2 марки таких удилищ на текущий момент.
А) АНО-4

| Цена | (5.0 из 5.0) | Общая привлекательность ★★★★★ 5.0 |
| Легкость использования: | (5.0 из 5.0) | |
| Отзывы | (5.0 из 5.0) |
Электроды типа Э46 с рутиловым покрытием. Основное назначение — инверторная сварка углеродистых и низколегированных сталей. Их можно использовать как с постоянным, так и с переменным током, независимо от выбранной полярности. Есть противопоказание к использованию в плане пространственного положения — сверху вниз по вертикали.
Характеристики электрода:
- напыление рутила;
- поверхностный коэффициент 8,6 г на А * ч;
- производительность продуктивной части до поверхности составляет около 1,4 кг / ч при диаметре прутка 4 мм;
- сопротивление 480 МПа;
- предел текучести 380 МПа;
- относительное удлинение 25%.
Выпускаются диаметром от 2 до 6 мм, но наибольшей популярностью пользуются стволы диаметром 4 мм. Фасовка осуществляется в пачки по 1, 2,5 и 5 килограмм. Размер заготовки определяется диаметром прутка — от 11 до 39 штук. По отзывам сварщиков, этот продукт — оптимальное решение для начинающего сварщика.
Б) UTP 65D

| Цена | (4,0 из 5,0) | Общая привлекательность ★★★★★ 4.5 |
| Легкость использования: | (5.0 из 5.0) | |
| Отзывы | (5.0 из 5.0) |
Более дорогой зарубежный аналог родом из Австрии. Электроды хорошо подходят для сварки разнородных сталей и сплавов. Они не связаны с видом сварочного тока и полярностью. Покрытие стержней исключительно рутиловое.
Что получит сварщик при работе с UTP 65D:
- стабильность дуги;
- эскизов нет;
- возможность легко сваривать тонкостенные и толстостенные металлы;
- беспористые швы, которые можно обрабатывать сразу после остывания;
- холодная закалка металла по шву;
- простое отделение шлака;
- устойчивость штанги к влажности, перегреву и скольжению поднутрений.
Перед использованием электроды сушат 120 минут при температуре 160 градусов. Зона сварки тщательно очищается, а при работе с толстостенными элементами необходимо подготовить V-образную кромку с углом скоса 60-70 градусов. Слитки часто пускают в оборот автомастерские для проведения кузовных ремонтных работ.
2) Электроды для бытовой сварки
В отечественном направлении сварки есть 2 особенности: средний (низкий) уровень сложности + нет особых требований к качеству шва. Когда человек решает, какие бытовые электроды для сварки инвертором лучше выбрать новичку, его главным критерием является удобство использования планки, а следующие два кандидата соответствуют согласованному условию на 100%.
А) УОНИ-13/55

| Цена | (4,0 из 5,0) | Общая привлекательность ★★★★★ 4.5 |
| Легкость использования: | (4,0 из 5,0) | |
| Отзывы | (5.0 из 5.0) |
Корни этих стержней уходят корнями в советское время. Тип электродов — Е50А, а по покрытию предпочтительнее «основное». Состав напыления карбонатов и фторидов снижает газосодержание полученного сварного шва. Количество включений неметаллической природы невелико, включительно.
Технические характеристики УОНИ-13/55:
- поверхностный коэффициент составляет 9,5 г для А * ч;
- за час наплавки электродом диаметром 4 мм можно получить до 1,4 кг металла;
- расход на 1 кг наплавленного металла около 1,7 кг прутков;
- предел текучести 420 МПа;
- предел прочности на разрыв 530 МПа;
- относительное удлинение составляет 22%;
- ударопрочность изменяется в зависимости от температуры от 50 до 130 Дж / м2 · см.
Диаметр выхода прутков варьируется от 2 до 4 мм, количество штук на сопутствующую упаковку соответственно от 15 до 98 в зависимости от значения толщины. Электроды необходимо использовать с постоянным током с обратной полярностью (+). Допускается любое пространственное положение, кроме вертикального сверху вниз.
Б) МР-3
| Цена | (4,0 из 5,0) | Общая привлекательность ★★★★★ 4.5 |
| Легкость использования: | (5.0 из 5.0) | |
| Отзывы | (5.0 из 5.0) |
Электроды типа E46 с 2 типами покрытия: BR и R. Advantage используются для сварки ответственных конструкций из углеродистых и низколегированных сталей. Допускается сварка элементов средней и большой толщины.
Особые свойства электродов МР-3:
- показатель высокой стабильности дуги;
- умеренное количество брызг;
- быстрое и легкое отделение шлаковой корки;
- просто включи его снова.
Перед использованием необходимо тщательно очистить сварочную поверхность от трапа. Выпускаются прутки диаметром от 3 до 5 мм, расфасованные в пачки от 1 до 5 кг. В зависимости от типа покрытия существует 3 вида цветов: синий, красный и зеленый. Сварка стержнями разрешена во всех пространственных положениях, кроме вертикального сверху вниз.
3) Прутки на нержавейку
В домашних условиях при работе с инвертором часто приходится проводить сварочные работы по нержавеющей стали. Здесь допустимо использование универсальных электродов, но швы постепенно окисляются и ржавеют. Для увеличения срока службы рекомендуется использовать специализированные стержни.
А) НЖ-13

| Цена | (4,0 из 5,0) | Общая привлекательность ★★★★★ 4.5 |
| Легкость использования: | (4,0 из 5,0) | |
| Отзывы | (5.0 из 5.0) |
Эти электроды лучше всего подходят для инверторной сварки для начинающих, работающих с нержавеющей сталью на постоянной или периодической основе. Есть 2 типа аукционов: 04Х19Н11М3 и Э-09Х19Н10Г2М2Б. Все они имеют «базовое» покрытие. Назначение: сварка коррозионно-стойких сталей с высоким запасом прочности.
Особенности инверторной сварки нержавеющей стали
Характеристики электродов:
- поверхностный коэффициент 13 г для А * ч;
- по характеристикам дорожного покрытия получаем 1,7 кг за 1 час работы диаметром 4 мм;
- на получение 1 кг поверхности уходит 1,8 электрода.
Наплавленный металл содержит до 10% ферритной фазы. Диаметр розетки в Российской Федерации составляет от 3 до 5 мм, а средняя упаковка в пачке составляет от 18 до 45 штук по мере увеличения толщины стержня. Работы должны выполняться на постоянном токе с изменением полярности. Не допускается использование в вертикальном положении сверху вниз.
Разбор наиболее распространенных электродов для домашней сварки инверторами:
Лучшие сварочные электроды с основным покрытием
УОНИ 13/55

Этот электрод предназначен для сварки на постоянном токе. Он идеально подходит для критически важных приложений. Отметим, что сварочная ванна будет надежно защищена от воздействия кислорода, за что следует поблагодарить углекислый газ, выделяющийся при горении смеси. Один килограмм этого вещества будет стоить копейки. Но следует отметить, что очень часто электроды SSSI 13/55 продаются пачками по 3 кг.
Наличие жира здесь одновременно играет отрицательную роль. Дело в том, что изделие очень сложно включить. Некоторые начинающие сварщики тратят на этот процесс много времени. Кроме того, повторное зажигание здесь затруднено. Промывной расплав затвердевает и изолирует металл, поэтому необходимо очистить кончик электрода. Но следует отметить, что именно с помощью электрода с базовым покрытием получаются наиболее прочные и эстетичные швы.
Преимущества:
- Полностью исключено появление шлаковых язв в остывшем шве;
- Шов эстетичный и очень прочный;
- Минимальная стоимость товара;
- Распространен в специализированных магазинах.
Недостатки:
- Сложно включить;
- Повторное зажигание возможно только после снятия изоляции с конца электрода;
- Чтобы привыкнуть к особенностям этого типа электродов, нужно время.
Kobelco LB-52U

Это уже очень дорогое вещество, производимое в Японии. При выходе с конвейера Kobe Steel, Ltd электрод продается в нашей стране по завышенной стоимости за 1 кг. Кроме того, упаковка обычно состоит из четырех или пяти килограммов вещества. Но с другой стороны, этот продукт идеально подходит для сварки низкоуглеродистых сталей, где невозможно сваривать с обеих сторон. В частности, именно этими электродами готовятся трубы. К прочности получившегося шва претензий нет. Во многих случаях прочность достигает 588 Н / мм2, что является невероятно высоким показателем.
Конечно, базовое покрытие затрудняет использование электрода. Перед работой необходимо запечь при температуре около 300 ° С. Это удалит влагу, что приведет к значительному улучшению горения и в то же время улучшит качество шва. А готовить на постоянном токе создатели рекомендуют. Впрочем, переменную тоже можно использовать, но результат работы будет немного хуже.
Преимущества:
- Шов прочный и аккуратный;
- Идеально подходят для сварки низкоуглеродистых сталей;
- Легкое создание швов во всех направлениях.
Недостатки:
- Не все оценят цену;
- Готовить необходимо, так как продукт чувствителен к влаге.
ОЗЛ-8

Эти электроды отечественного производства в основном предназначены для сварки сталей с высоким содержанием никеля и хрома. То есть именно такими электродами следует запекать нержавеющую сталь. Этот продукт налагает ограничение. Он подходит только для сварочных аппаратов, использующих постоянный ток обратной полярности. Арка должна быть короткой.
При соблюдении вышеперечисленных условий сварщик получит прочный шов, не имеющий склонности к перегреву и коррозии. Одним словом, электроды ОЗЛ-8 идеально проявляют себя при работе с высоконагруженными узлами, в том числе в условиях переменных нагрузок.
К сожалению, после сварки образуется шлак. Но он легко отделяется, вы не потратите на это много времени. При остывании шов не рвется, но его нельзя резко охлаждать, чтобы не происходила кристаллизация, снижающая прочность. Как и другие электроды с основным покрытием, эти продукты требуют жарки при высокой температуре. Это затрудняет, а точнее задерживает зажигание.
Преимущества:
- Удобная направляющая для швов;
- Идеально сваривает высоконагруженные соединения;
- При разрыве не ломается;
- Идеально подходят для работы с нержавеющей сталью.
Недостатки:
- Высокая цена;
- При увлажнении характеристики сильно ухудшаются;
- Обычные ограничения для таких электродов.